DRAWINGS:
Celestial Particle Transmuter Drawings
Celestial Particle Transmuter Hand Drawings
Celestial Particle Transmuter Whole – PDF
Celestial Particle Transmuter – PDF
Celestial Particle Transmuter – JPG
Celestial Particle Transmuter B – PDF
Celestial Particle Transmuter B – JPG
These are very basic CAD drawings to get you started.
Celestial Particle Transmuter CAD Whole
Celestial Particle Transmuter CAD A
Celestial Particle Transmuter CAD B
- Celestial Particle Transmuter captures free energy from environment, specifically the ionosphere
- Celestial Particle Transmuter produces vast amounts of neutral flowing magnetic current for numerous uses
- Celestial Particle Transmuter harnesses a natural renewable resource of energy to help conserve natural resources
- Celestial Particle Transmuter is designed to recycle the magnetic energy it produces to maintain an energy balance in the Earth’s magnetic field, unlike electricity
- Celestial Particle Transmuter does not create pollution, so it is beneficial to people and the environment
- Celestial Particle Transmuter requires special alloy TiAlCo-B to function
- Celestial Particle Transmuter is capable of powering four 10 HP Magnet Motors
- Celestial Particle Transmuter provides magnetic energy that can be transmitted through space
- Celestial Particle Transmuter requires mechanical startup
We are providing this free information out of love to help heal our planet. Please help us in educating people about magnetic energy.
People must learn to trust in nature. For example, there is a lot more to food than simply filling a belly. Many people have heard of the negative effects of GMO food, but from a magnetic energy point of view, why are GMO’s bad? We exist in more than one dimension. We have higher dimensional bodies that perfectly coincide with our physical bodies. Energy is constantly being exchanged between these two bodies. This energy exchange is an extremely precise and sensitive process. Our higher dimensional bodies provide the necessary energy for our physical bodies to exist in this dimension. If any molecular structural polarities in our physical bodies do not coincide with natural polarities, then our higher dimensional bodies cannot properly exchange energy with our physical bodies. If the energy cannot be properly exchanged then negative things result such as unwanted cellular growth. Genetic code is established at the higher dimensional body; it is imperative that genetic code is left unaltered for optimal health. This goes for all life. Genetic irregularities that occur (typically due to environmental factors) can be corrected if desired with neutral magnetic fields, but intentional genetic modification of organisms results in a less than optimal dimensional energy exchange that produces all kinds of negative consequences. Even chemicals that do not naturally occur in nature can negatively impact the dimensional energy exchange and produce unwanted consequences such as inflammation and destructive cellular processes. Food that is modified from its original state can have these same unwanted consequences. This Celestial Particle Transmuter will power magnetic healing chambers that will bring the physical body into perfect alignment with the energy body while removing all unnatural toxins.
The Celestial Particle Transmuter is a unit that works on the magnetic principle of attract-attract. The following explanation will summarize the working unit. Please review the drawings to clarify the text.
This unit uses a method for generating power from a source not commonly tapped. This unit works within a relationship between particles that exist on the outer rim of the earth’s surface (ionosphere) and particles in and on the earth itself. The function of this Transmuter is to create a structure of varying particles to produce a source of energy. The magnetic structure within the unit attracts the necessary particles needed to generate the magnetic impulses to produce an ongoing, continuous flow of energy. This unit is so fundamentally important in the field of magnetic energy that it can be likened to the invention of the wheel, it can lead to countless discoveries in our future.
The drawing shows a brass chimney two and one-half feet high consisting of an outer chimney, nine inches diameter with a six inch diameter pipe firmly center-mounted inside the nine inch pipe.
These chimney openings lead into the main unit. There is a transference of particles which is the main purpose of the chimney structure. The chimney as viewed is attached to the generator itself which also has two housings.
The inner housing is twelve and five-eighths inches in diameter. It is completed with a dome lid which covers the inside and a plexiglass covering which seals the outer housing. On the following pages will be found all the necessary information for the assembly of this Transmuter.
Part #1 is the inner housing that contains the mechanism of the generator. It is constructed of aluminum and is 12-5/8 inches outside diameter by 6-3/4 inches high with a 1/4-inch wall thickness. A slot is cut along the bottom measuring 1-3/4 inches high by 15 inches long which is used to accommodate the chimney structure. Holes are drilled into this wall to hold other parts located within.
Of paramount importance is the fact that this part #1 has its inner wall surface completely knurled from top to bottom. Particles that strike this inner knurled surface are caused to be defused by the angles of this knurled surface thus contributing to the needed bombastic particle action within the unit. As the magnetism takes a counterclockwise rotation the knurled housing holds and utilizes the needed molecules that would otherwise (if there were no knurling) simply penetrate the wall.
Part #2 is an outer Aluminum housing 15-3/8 inches diameter, 8 inches high and .030 thickness. Both housings are secured at the base. There is a plexiglass ring 1/2 inches thick which goes between the outside of inner wall #1 and the inside surface of wall 2 which then serves as a sealing material to protect the unit against the elements. Part #2 has the same size slot at its lower portion to accommodate the chimney structure. The purpose of this outer housing is to balance out the structure of the attached chimney which equalizes the particle flow. This .030 aluminum outer wall is not adequate to do the necessary work without being coated on its outer surface with a special coating process. The function of the coating on the transmuter’s outer aluminum wall is to establish a magnetic barrier. The metal used for this coating process welcomes magnetism and completes the total magnetic pole needed for the Transmuter.
The material used for coating (TiAlCo-B) is of the greatest importance. The metals combined and used in this metal coating process are needed to insure the proper particle actions. The actual coating process calls for an exacting application movement within a certain time frame along with proper metal temperature, cooling and final baking. To finish unit, the top plexiglass ring is snapped into this outer wall at the top. The inside diameter of the plexiglass fits snugly around the brass spacer located under the dome. This then allows the dome to swing open and use the top of the plexiglass ring as a safety support while the dome is open. The 8-inch height gives this outer wall a slight extension that protrudes beyond the bottom plate of the Transmuter. This gives a greater assurance of coverage for the outer set-up pole and protects the Transmuter from dust blowing up under the unit.
As the subject of this metal is further defined it will show how particles enter the space between these two walls, are circulated, transmitted and are then utilized by entering the main Transmuter for use. The outer wall then has a thermos-bottle effect preventing the escape of useful particles and at the same time affording exit points for unwanted particles which then return to the earth’s particle balance.
Part #3 is an aluminum base measuring 15-3/8 inches outside diameter. The two thicknesses of this base can be seen by viewing Figure 26. Notice the thicker section which measures 12-5/8 inches and is 3/4 inch thick. This diameter accommodates Part #1. The thinner portion of this plate goes under Part #1 to form the base mounting for Part #2.
Part #4 is a dome shaped piece of nonmagnetic metal measuring 12-5/8 inches outside diameter, 7/16 inch thick with a 2-inch high rise in the center. This dome has an opening cut 1/2 inch by 2 inches starting 2 inches from the center point. This opening is covered with a seal of plexiglass. This dome shaped part must be made by being poured into the proper mold material, using TiA1Co-B metal. The dome then becomes a conductor of the particle activity that is generated on the rotary magnets. It serves as an Incoming and outgoing point of transference which aids in the particle exchange thus contributing to the generated energy within the unit. The combination of the metals combined and used in this metal dome is needed to insure an accurate conduction contributing to the proper amount of particle activity.
The small opening in the dome does afford the operator a chance to view the brushes while the unit is running, however this opening serves a very important secondary purpose. As the particles travel around in a counter-clockwise direction, this opening helps to stimulate the particle flow which in turn affects the interchanges of the particles and this action is aided by an atmospheric stimulus. To gain a deeper understanding of just how important the dome is in relating to the function of this Transmuter we need to view the 7/16 inch thickness of the dome itself. This heaviness and thickness of the dome does not have to do with any air pressure because the chimney openings are a vent directly into the Transmuter. The thickness of this material simply aids and constructs a process of slowing and capturing particles. We see therefore why the material of the dome is of the greatest importance when viewed from the particle redistribution standpoint.
Looking at the window in part #4, we note the 1/2-inch by 2-inch window is covered by a plexiglass plug. Air does not enter the Transmuter through this slot. When we speak of the atmospheric stimulus we are speaking of the atmosphere built within the unit and not an external.
Part #5 These are mounting parts for the dome which include a hinge pin from which the dome swings and a latch to lock the dome tight.
Part #6 This is a brass extension ring 12-5/8 inches outside diameter, 7/8 inches high with a 1/2-inch wall thickness. This part is secured to the top of the inner wall part #1 in such a manner as to not make magnetic contact with it. First a ring of .030 mica is glued to the top of Wall #1 and then counter-sunk nylon screws go into this brass ring holding it firmly to part #1. The particle activity generated between wall #1 and the dome is such that these parts must not make contact. An “O” ring groove is cut on the top of this brass extension which allows the dome to be sealed against the elements. The dome is mounted on a hinge pin because of the need to quickly swing the dome open. There is a radical change to the elements inside the Transmuter which creates a bombastic effect thus building a pressure within the unit. This pressure is part of the process which changes the action from attract-attract to attract-release. By swinging the dome to one side the pressure is released and the unit stops. This also serves as a shut-down safety feature.
Part #7 This is a brass 9-inch pipe, .025 thick, 30 inches high; and a 6-inch .025 thick, 30 inches high, center-mounted within the 9-inch pipe. Secured to the 9 inch chimney with brass braces is a 22-inch diameter rain cover, .025 thick held up about 4 inches.
This cover protects the interior of the pipes against the elements and it also aids in the above ground amplification of particles. The brass base fittings and pipe seams are all continuous welded. This welding prevents wind from going into the unit and upsetting the particle flaw.
Part #8 This is a 7/8-inch thick brass shaft driven into the ground approximately 5 feet and is coupled to the center post of the unit. This shaft becomes the point of contact for the particles that are drawn up out of the ground which is needed for the particle conductive process. This grounding also serves as a safety feature. The unit will not function without this shaft. See Figure 1.
Part #9 Are mounting legs to support the unit and prevent damage from wind of vibration. See Figure 1.
Part #10 Is a center post support bolted to base #3. Figure 3 shows this post support.
Part #11 Is a center post which is the base of the central construction and is secured into Part #10. It is important to note that this shaft has three separate diameters with a threaded portion on the top. When parts are stacked on this shaft the parts having smaller bores do not make contact with parts having larger bores therefore the shaft sizes serve as spacer collars. The Center Post, Part #11 is made of a copper/brass metal combination that is 7-5/8 inches long. The bottom section is 1-inch diameter, 2-7/8 inches in length. The middle section is 7/8-inch diameter, 1-3/4 inches length. The upper section is 3/4-inch diameter, 2-3/8 inches length with a 5/8-inch thread, 5/8 inches long at the top.
Part #12 Is a tube of Mica insulation that goes between the center post and the center post support. As particles are drawn up out of the ground they do not short-circuit into the base plate #3.
Part #13 Is a .035 thick copper screen which covers the inside surface of part #3. This screen is secured to a .030 thick Mica insulation plate which is glued directly onto plate #3. Care is taken to prevent any part of the screen from contacting either the inside knurled wall or any parts. When particles transmit at this copper screen, magnetism is built up and this magnetism must not be drained off by contacting metal.
Part #14 Is an oil impregnated bronze bushing. This bushing turns free on the center post and becomes the mounting frame for other parts. This part is shown in Figure 5.
Part #15 Is an aluminum 2-inch spur gear bolted to the bottom side of bushing #14. See Figure 5.
Part #16 Is an aluminum bowl pressed onto Bushing #14. This bowl has sixteen 1/8-inch holes bored into its outer rim. See Figure 6.
Part #17 Is Graphite Rope Packing bonded into Part #16. See Figure 7.
Part #18 Are sixteen 1/8-inch diameter copper stranded wire ropes. These are secured into Part #16. When Part #16 is driven these 16 copper wire ropes, which are flared on the ends, cause particles to be driven in the needed direction. This particle flow pattern serves very particular generating needs and therefore is reviewed later in exacting detail. The needed direction for the particles to flow is partially up toward the bottom of the coils located in the armature plate. To accomplish this, the flared ends of the wire ropes are flared vertically, having a slight fan angle to drive particles upward. Each wire rope is composed of 75 copper strands, .010 thick clean (non–insulated) copper.
Part #19 Is an aluminum metal that serves as a center Hub for the Main Armature Plate. This hub also carries other parts as it rotates on the center post. Figure 8 shows how this hub goes above Part #16 but does not make direct contact with it.
Part #20 Is an oil impregnated Bronze Bushing that is pressed into Part #19. See Figure 8.
Part #21 Is a 32 Bar Commutator that is pressed onto Part #20. These two parts turn as one around the center Post. See Figure 8.
Part #22 Are 6 Copper Weights, secured to bottom of Part #19, Center Hub. See Figure 8 and 23.
Part #23 Are 6 nonmagnetic Flat Springs secured to weights #22, shown in Figure 23
Part #24 Are Swivel Pins to allow the weights to move up and down. When the Center Hub is not turning at a speed to lift weights, these weights are pressed into graphite Rope Packing #17 by two forces, first by gravity pulling down on weights and second by the 6 attached springs that act as a control factor that push the weights into the graphite packing. This is achieved by centrifugal force. See Figure 23
Part #25 Shows 5 Mounting Posts for 5 Spur Gears. This is shown in Figure 9.
Part #26 Are 5 Spur Gears that rotate on parts #25. See Figure 9.
Part #27 Are 5 Posts that serve only as mounting points for 5 other parts which are shown in Figure 9.
Part #28 Is a four-inch diameter Spur Gear that engages the two-inch spur gear #15 which turns on Center Post #11. See Figure 10.
Part #29 Is a Shaft that has Gear #28 locked onto it. This shaft protrudes out of the bottom of the unit and is driven during the start-up phase. See Figure 16.
Part #30 Is an oil impregnated Bushing that is pressed into Base Plate #3. Shaft #29 turns in this bushing. See Figure 16.
Part #31 Is a twenty tooth Spur Gear also secured onto Shaft #29. See Figure 16.
Part #32 Is a Transfer Gear with twenty teeth that engages Gear #31. This gear turns on a post supported by Plate #3 as shown in Figure 16.
Part #33 Is a thirty tooth Spur Gear that engages Gear #32. See Figure 16.
Part #34 Is a Shaft that has gear #33 secured to it and turns in a lower bronze bushing as shown in Figure 16.
Part #35 Is an oil-impregnated bronze Bushing pressed into Plate #3, that allows Shaft #34 to rotate. See Figure 16.
Part #36 Is a twenty tooth Spur Gear that is also secured to Shaft #34. As Gear #33 is driven, it turns Shaft #34 which also turns Gear #36. See Figure 16.
Part #37 Is a twelve-inch diameter Internal Ring Gear made of Brass. See Figure 17 for a clear view. This gear is driven by gear #36. As this large gear goes around, it causes the five other gears #26 to rotate. There is a gear speed ratio of three-to-one between gear #15 and gear #36. As Shaft #29 is driven during the start-up phase, it turns two separate gears on different tracks. First, the lower gear #31 on shaft #29 drives the transfer gear #32. This turns gear #33. Gear #33 turns Shaft #34, which has gear #36 secured to it and it drives gear #37. The large four-inch gear #28 drives the center post gear #15, which turns Bowl #16. This gear assembly is shown in Figure 10 and a full view is shown in Figure 16.
Part #38 Are five stationary Rotary Bar Housings. These parts snap onto five posts #27. See Figure 11.
Part #39 These are five stationary Rotary Bars that have 3 brass wedges secured to each wheel, that turn free in Housings #38. There is a magnetic action in these brass wedges caused by copper stranded wire ropes #18 in the magnetic Dispenser #16 which has a relationship to the Armature speed. See Figure 11.
Part #40 These are Brass Shafts that allow Bars #39 to rotate. See Figure 11.
Part #41 These six plates are called Stop Gauges. They have three Brass .015 thick wedges secured to the top of each. These wedges are secured to the tops of the six twenty-tooth spur gears. These six plates of three wedges each rotate in the same direction and serve to redirect power as needed when they are driven. See Figure 11.
Part #42 Is the chimney mounting location. Notice the center of the chimney opening is aligned in the area of the two stop gauges. This location gives these stop gauges the opportunity to maximize their use by being in the main particle stream. See Figure 11.
Part #43 Is a set of forty-four magnets. See Figure 12. These magnets are glued into two brass rings which are machined to accept them in the proper magnet pattern. When assembled, this part is secured to the inside wall of part #1. When mounted, the bottom of this ring of magnets is spaced above the six stop gauges with one-half-inch clearance. Milled into the brass ring are five slots which allow the stationary rotary bars #38 to fit through and protrude out of the top. The magnets are each bonded into a jacket of metal wire before being secured into the brass rings. This full size view of the actual machined brass and wire connections are in Figure 19 and 20. These metal wire jackets serve a critically important function as connective
distributors and will be explained in detail later in this disclosure.
Part #44 Is the armature plate. This plate is made by pouring TiAlCo-B metal into the proper mold and finishing the surface with light machining. The finished plate size is 3/8 inches thick, 12 inches diameter. In order to assemble this plate it must be bolted to the armature hub which has the commutator connected to it, therefore the shim that gets bolted between armature hub 19 and the armature plate is given the following number.
Part #45 A piece of non-magnetic shim stock. See Figure 16 (See Armature plating mounting.)
Part #46 Is a 1/16-inch thick graphite liner that goes into each of the 24 slots. See Figure 13
Part #47 Are .010 thick mylar high voltage insulation, one piece per slot. Fig 13
Part #48 Are a total of 24 coils of #18 insulated copper wire. Fig 13
Part #49 Are 24 holes drilled into Plate #44. Each hole 1/8 inch diameter. Fig 13
Part #50 Are 24 stacks of plastic magnets, one stack per coil. Fig 13
Part #51 Are 24 brass clips to hold the plastic magnets inside the coils. Fig 13
Part #52 Twenty-four pieces of mylar insulation, one piece under each clip. Fig 25
Part #53 One insulation ring to hold the coil connections. Fig 25
Part #54 Are eight jumper wires for the commutator connections. Fig 25
Part #55 Are 16 jumpers to change the 32 bar commutator to a 16 bar commutator. Fig 25
Part #56 Is insulation tubing for all connections.
Part #57 Is an upper magnet ring that is made identical to the lower magnet ring which also has wires wrapped around each of the 44 magnets. Since rotary bars are not mounted above the armature plate there would be no need to machine openings to accommodate them. This upper magnet ring is mounted to housing #1. The bottom of this ring goes above the Armature plate not more than 1/2 inch or less than 3/8-inch clearance. See Figure 14.
Part #58 Is a dome shaped brass particle distributor. This part remains stationary and is screwed directly onto the center post. Figure 14.
Part #59 Is a brass brush holder base that is secured to housing #1. Figure 15.
Part #60 Are six sets of carbon brush and brush holders spaced (30 degrees apart. These brushes transfer the generated power from the commutator to the six coaxial cables and out of the unit. Fig 15
Part #61 Is a cleaning brush with a coaxial cable attached to it.
The following review of Figure drawings #16 on through #26 is next explained before the scientific understanding of this unit begins.
Figure #16 Is a side view of the Transmuter without the chimney structure. This view shows the parts as they are assembled inside the main Transmuter housing. Notice the base which extends to include the outer aluminum wall. This is the best view for showing the start-up splined hole under the unit. It is advisable to have this view layed out before you, as the pulse rate is being explained. The close proximity between the upper and lower magnet rings shows the tremendous magnetic field that the armature is utilizing for generating power.
Figure #17 This top view shows the base and the gear train. It shows the close proximity between the sixteen copper wire ropes and the six turning stop gauges. Notice the direction of rotation for the wire ropes is the same as the close edge of the stop gauges. A particle wind builds a given circulation that does not conflict between the stop gauges and the particle dispenser. Less than 1-1/2 inches away from the moving wire ropes arc the five stationary rotary bars. These wheels gain power from the wire ropes and continue to spin sending their built-up charge into the armature. It shall be noted that when the lower magnet ring is installed these five rotary bars will each be located in a magnetic area whereby the magnetic power from the magnets alone will cause the wheels to spin. The three brass wedges on each wheel respond to the magnetic power by giving rotation similar to a small motor.
Figure #18 Shows a top view of the parts inside the inner wall. This view shows the six copper weights located inside the graphite bowl. The lower magnet ring is now in place which shows how each of the five stationary rotary bars is locked on three sides by permanent magnets.
Figure #19 Is a magnet ring. This is a tracing of the actual .060 brass plate. This frame for holding the magnets is held apart on the outer rim by a brass spacer 5/8-inch high, 1/4-inch wall thickness. These plates are screwed into this spacer maintaining the outer size. The inner size is maintained by having 5/8 inch spacers hold the plates apart when the magnets are glued into the rings. All of the magnets face the same polarity or north on one side, south on the other.
Figure #20 This drawing shows the wire connections between magnets.
Figure #21 This drawing shows the placement of one magnet ring above the other. The magnets are not in line. The magnet rings face north to north.
Figure #22 This view shows the proper placement of the plastic magnets in the Armature. The top magnet ring will pull plastic magnet stack A as shown. The bottom magnet ring will pull stack A in the same direction and finalizes their pull when located as shown. All 24 stacks of plastic magnets must be facing this same direction to cause counterclockwise rotation.
Figure #23 Is a view of the armature hub and weight mounting method.
Figure #24 Is a drawing of the chimney structure with an isometric view.
Figure #25 Is a view of the armature complete with coils connected to the commutator.
Figure #26 Is a cut-out view of the Celestial Particle Transmuter.
BASIC THEORY AND REASONS FOR ATTRACT-ATTRACT
In order to observe the force of attract-attract to attract-release, it is necessary to first gain a knowledge of the total picture beforehand, otherwise the actual viewing of this attract movement will not be properly understood. A starting point would be to explain the statement that, “This power source is not predicated on a continuous flow of energy but predicated on the consistency of particle action within the earth’s pressure flow.” This Transmuter does absorb magnetic power to run continuously, it is however a conduit through which the earth’s particles flow and thus maintain their particle balance. It is the consistency of this particle action that needs a closer understanding. Everything that happens within the earth’s pressure flow always returns to a particle balance. Because of limited ability to observe particles during their interchange process, people have determined that there must be an annihilation of particles because they seem to disappear, but this is wrong. They are never annihilated but always return to a particle balance. Understanding this particle balance within the present teaching on electricity which states that electricity is the flow of electrons through a conductor becomes extremely difficult when trying to grasp the balancing return needed. A closer understanding would be to state that the conductor which has positive and negative particles simply exchanges them in such a manner as to create a new particle flow. When this unit attracts particles from the ground and attracts particles from the earth’s rim, they join inside the Transmuter to form a new structure that manifests itself as magnetism inside the Transmuter. This magnetism then creates a process that produces a new form of flowing magnetic current. However, when this energy is used, it produces particles which then return to the earth’s pressure flow, thus maintaining a continuous flow in this system. The teaching on the conservation of energy, which is that we never get something for nothing is the teaching accepted at the present time. This teaching stems from a statement by Albert Einstein, where he held to the view that the relative relationship of one particle to another did not matter, which would then suggest that redistribution of particles was not possible. He was in error and time has proven this to be so.
You see there has never been a problem of redistribution. The problem has always been the manner in which the redistribution takes place. Our current technology produces energy that is not redistributed without negative consequences to the environment. When a molecular structure breaks down, there is a transfer of energy to the greatest part which is the attracting force. When this attracting force can be harnessed, vast amounts of energy become available. Therefore we see that all parts are not equal in producing a generating force; the proper attract fields must be established using the proper elements. The conductive materials that go into the construction of this Transmuter are of the greatest importance and need to be observed closely. It will be shown as this review unfolds that the attract-attract happens in many ways which therefore commands a closer study. Unfortunately the principle of attract-attract has always been rejected because attract-repel has always been considered a sound principle. When, in fact, it does not properly utilize the magnetic field to its greatest advantage.
Inventors have also tried to build continuous motion devices by using the power of repel/repel by allowing the magnets to come together by blocking out magnetism and then pulling the blocking material free to capitalize on the repel power between the magnets. The structural polarities of this earth negate this kind of power from being used here because there is an unequal balance in repel-repel and it does not line up with the universal system.
Thus we have limited ourselves as we refused to receive greater knowledge from the Source of its origin. That being stated, let us continue.
When this unit is driven at the start-up phase it generates a magnetic pulse within, that comes from a parallel source outside the earth’s atmosphere which is the beginning of attract-attract.
Now as these particles come into the Transmuter from above, they interchange with particles from the ground, forming a new molecular structure that is manifest inside the unit, thus becoming the driving force. The Transmuter is therefore as stated only a conduit to what already exists. The radical change to these elements as they converge, with the excesses held in the copper screen inside the unit, produce a captivity of particles that when released add to the existing power, and so the drawing power in the unit that attracts these particles is the result of eighty-eight permanent magnets pulsed in a timed sequence which then allows neutrons to exchange at a tremendous rate, drawing on an inexhaustible source. Neutrons of themselves are not pulsed individually in a one, two, three fashion but are joined into groups of neutrons which are then called magnetrons and as these groups form they are then pulsed as individual groups. There is also, we might note, concentrated in this pulsing a resonance of frequency made up of sound waves. When these sound waves are sent out into the ionosphere they attract particles within the same frequency thus forming not only new but extended groups of magnetrons.
The rotating armature inside this unit sets up the necessary attract pulse rate. By the pulse rate we speak of that magnetic field on the earth’s rim which is now utilized and formed into energy. As this energy is flowed through rows of permanent magnets located inside the Transmuter, this energy travels at the speed of 182 pulses per every 4.8 to 5.0 seconds. This pulse action then causes the Transmuter to function at a pulse figure of 873.6 to 910.0 which is the range of pulse that equals the revolving speed of the armature at the high and the low points. In order to activate this armature speed, the magnetic circuit of 182 is completed through a precise arrangement of magnetic material located inside the armature. Therefore, the pulse rate is in fact pulsed by a ratio as needed and supplied from above and from below, equaling 182 pulses as stated. As this pulse is further defined, it will be understood how in fact each magnet pulses twice during one complete pulsing circuit. The precise arrangement of magnetic material located inside the armature, which was mentioned as being needed to attain the magnetic circuit of 182 pulses, is the thickness and number of plastic magnets. (Plastic magnets composed of 24 pieces in each coil- 3/8 inch by 1 inch – .030 thick.) A magnetic pulse time-factor happens as the magnetic pulse travels from one plastic magnet to the next until all plastic magnets are pulsed. This happens in each slot respectively. Thicker plastic magnets would result in using less magnets and the timing would be wrong. This timing directly effects the speed of the magnetic pulse as it travels through all 88 magnets. The strength or charge of the plastic magnets is not a great concern because the pulse does not leave the Transmuter due to the pulse strength. The pulse releases itself to the attract force of the atmosphere after the pulse reaches a given accumulative speed. This release condition is a result of the momentum built-up and accelerated by being pulled on attract through 88 magnets which is the number needed to arrive at the needed accumulative speed. The purchasing of these 88 rare earth permanent magnets were at the time the best available for purchase. Today however, neodymium magnets are available for purchase which could lead to error, in purchasing based on power. These more powerful new magnets should not be used because this entire magnetic assembly was designed for standard rare earth magnets. That is not to say a unit will not be designed for neodymium magnets because as this unit is understood the door of understanding will be opened to more powerful usage.
And so we conclude on this thought.
Let us look at the Armature Construction for rotation. The direction of rotation for this Transmuter isn’t determined by where this unit is located as to area because the earth’s gravitational pull does not control the magnetic sequence in the Armature, nor is the pulse rate predicated on gravity and its principle, in that we have come to understand that gravity is simply compressed magnetism. We repeat, gravity is simply compressed magnetism. Therefore, all things working together achieve a balanced unit. However the magnets in the Armature do determine in which direction the attract-attract will be manifested. With a new understanding of gravity we now have an explanation as to how a pulse leaves the Transmuter and how it is guided back to the Transmuter after being formed into particles. This can be understood only if science is willing to free itself from the confinements of set theories that they have attributed to the speed of light. This mental boundary must be broken and expanded.
In order to understand how we see light waves we must consider that the particles that become light travel from the sun in the form of pulses at a rate four times faster than recorded light waves. As these particles make contact with other molecular structures (in this case the Earth’s rim) they take on an elongated form and in so doing have a slowing action which is viewed in a waveform and then observed.
When a magnetic pulse is sent into compressed magnetism (gravity), the pulse moves at speeds not unlike the speed of light pulses. One might ask, “Why don’t the light waves in our atmosphere become a speed limiting factor to these magnetic pulses?” The reason the light waves are not a speed-limiting factor is because although these magnetic pulses exist in the same space as the light waves, they do not vie for each other’s attention. They are separate energy forces. Magnetic particles and light particles simply go around each other.
We see therefore the magnetic pulse traveling upward moves at so great a speed that it in fact creates a magnetic track which becomes a guide for the pulse returning to the Transmuter.
This assessment shows that the speed of light, although constant, is not limited to a given speed rate. To be a constant and maintain a specific speed rate are two entirely different thoughts. Light goes through an acceleration process as the pulsed particles leave the sun and are slowed, depending on the nature of the other structures in their path. It is important to broaden our understanding – and learn that light in the universe is traveling at different speeds.
Drawing 21 shows one ring of magnets above the Armature and one below the Armature. The actual distance between the upper and lower magnets is one and one-eighth inches. Figure 21 shows these two rings of magnets, one colored in blue and one colored in brown. Notice that the magnets are placed between each other as opposed to being directly in line. With the upper magnet ring facing like polarity to the lower magnet ring which is north to north, one would think that this magnet placement would still have a total repel manifest between the upper and the lower magnet ring. When holding one magnet ring above the other in the position where it will be mounted, no repel can be felt. This condition is partly caused by the method for containing each magnet’s power closer to its source. The magnets’ lengths are 3/4 inch deep or high, which allows for a metal wire jacket to be completely encased around each magnet. This creates a distance that separates the one side of the magnet further away from the other side which contributes to the time lag between magnet pulses as will be shown later. The benefit to viewing gravity as compressed magnetism is that we can then properly evaluate the energy being transmitted through this force field. All objects moving toward the earth do so because of two distinctly different forces, one pushing the object and one pulling the object. Of greatest importance is that there cannot be one of these forces without the other. This understanding of the force keeping objects to the earth will lead to a new freedom of air and space travel. It will be a simple matter to exit the earth’s environment by now using a “lift principle”, and a spherically shaped, magnetically charged space ship can travel at speeds that are not hindered by light particles because they simply accommodate another flow.
The method for containing the magnetic power of each magnet is to wrap a .032 metal wire completely around each magnet, taking care not to let the metal wire actually touch the magnet. A .010 mylar insulation is first wrapped around the magnet before the metal is secured.
When the Transmuter begins to function, these wires serve a critically important function as Connective Distributors. They distribute an energy flow by properly containing the magnetic power of each magnet, and at the proper pulse point release a harnessed energy.
Prior to the success of any new discovery or invention, science has always insisted that unless it fits a known theory, it doesn’t work, even if it does! Given the condition of our planet, it’s time for change.
The full size brass magnet rings shown in Figure 19 have slots which are curved on four corners. This is the shape of the magnet when wrapped around with .032 metal wire. It is advisable not to curve the wire around the magnet in too tight a wire wrapping pattern. The size of each slot as shown will accommodate the wire wrapping and fit a layer of .015 mica. The wire should be layered to fit flush with the ends of the permanent magnets.
This wire wrapping of the magnet helped to dictate a method for assembly of the magnet rings, which is to bond the top and bottom of each magnet into slots machined to accept them in an upper and lower brass ring.
Here we will observe the Connections for the Connective Distributors. In order for the wire coils to perform their tasks of assisting in the release of the plastic magnets they need to be interconnected. The connection used is to allow like poles to attract by connecting the north side of one coil to the north side of the other and the south side of one coil to the south side of the other. Viewing Figure 20 shows magnet #1 which has a continuous wrap of #20 clean metal wire and a total of twenty-one turns going from the bottom of the magnet to where it is flush with the top of the magnet. The end of the wire wrap on the top of #1 goes to the top wire of magnet #44. The bottom of this wire wrap has the wire going to the bottom wire of magnet #2. These wires are twisted together but do not make contact with the brass holding plate because shrink insulation tubing is slid over the connection preventing grounding of the wire circuit. And this is the procedure.
This connection pattern is repeated, which shows the top of wire wrap #2 going to the top of #3 and so forth and so on. All forty-four wire coils are connected in the same pattern. The upper and lower magnet rings are also both connected in this manner. It is very important that the wires do not discharge their magnetic pulse into the brass holding frame, therefore, .015 Mica insulation is bonded around each wire wrap before it is bonded into the brass holding ring. Around each magnet is an insulation jacket of .010 thick Mylar bonded to the magnet before it is inserted into the wire coil. Using this insulation and connection method there are no breaks in the magnetic circuit of the wire.
Now viewing Figure 21, looking down from the top, we see that there are no magnets directly in line with each other and no magnetic activity in the form of a pulse is yet taking place. Notice the 24 dotted rectangular shapes. These are stacks of plastic magnets that are caused to come between the upper and lower magnets. Because there are only 22 magnets in each row, and 24 stacks of plastic magnets, all of the plastic magnets do not arrive directly between an upper and lower magnet at the same time.
When a stack of plastic magnets does get properly located between an upper and lower magnet, the stack becomes a conduit that completes a magnetic pulse between this upper and lower magnet. One must observe and take note that the 182 pulses are achieved with 88 magnets as they interact in two different directions in a simultaneous manner and so without the plastic magnet material no magnetic action would take place. The stack of plastic magnets located in each coil join their power to form one attract magnet to both permanent magnets, thus creating a pulling effect to this moveable magnet of turning the Armature. The intensity of the pull is not the result of the strength of the plastic magnets but results from an attract field set-up between and by the permanent magnets that are impregnating the plastic. Since this new field is set-up by the permanent magnets, this same field is also transferred after the plastic magnets move to a location just past the original attract zone. Here is where the polarity of magnetism is reversed as it stabilizes and two like poles rather than like and opposite poles create reverse magnetism, which is simply reversed magnetic energy.
One must consider a discovery that has not been explored, that magnetism is a constant, we repeat, magnetism is a constant and so molecular changes as they are created are being utilized from what has been thought to be annihilated within the earth’s atmosphere. Now let us observe the Armature. As the Armature turns between these two rings of magnets, the arrangement of magnetic forces manifest themselves, which then cause continuous armature rotation. No direct confrontation takes place between these two sets of magnets without the armature material, which is the vital source that completes the magnetic circuit.
At the present time, scientists have limited the state of the art of harnessing magnetism because they believe and teach that magnetism cannot be insulated and therefore its use is limited to their form of magnetic embodiment. Their teaching then would contradict what is next being explained. That is not to say that what is being explained is not factual.
Difficulty in viewing magnetism as a constant exists because magnetism has at times been harnessed in a confined manner (one that shuts off the flow), which then dissipates it. If magnetism is harnessed so as to allow an unobstructed flow, as for example in this Transmuter, it retains its constancy. The flow of the magnetic field, in order to make contact with the magnets, must be in relationship to the atmosphere. In that magnetism is a constant, it also has a draw factor. In other words the magnetic field makes contact with the magnets through that particular molecular structure that is magnetized in the atmosphere. It is important to note therefore that while everything is made of molecular structures, not all of them are magnetized. There are many conditions that influence this draw factor, and when they are all recorded and given proper consideration, scientists will understand why they had wrongfully supposed magnetism is not constant in its energy flow.
The pulse that is being described which travels from one magnet to another in the existing field is not an electromagnetic pulse but a magnetic pulse, and there is a difference. An analogy that would be helpful is the color spectrum whereby we see basic colors combined to form new colors, and so it is with magnetism, as new magnetic structures form to create varying magnetic fields. However, there are basic differences between all magnetism: A) the particular composition, B) their magnetic intensity, and C) their pulse rate. If all or only one change takes place, the polarity is affected. For example, there are magnetisms in the atmosphere only minutely touched which will show that structural polarities exist in all things and in all differing measures. Two simple tests that arc useful in understanding these magnetisms are: 1) If a permanent magnet had a steel ball attached to it, the ball can be pulled free of the magnet by first contacting the ball with an unmagnetized piece of iron and then by pulling on the iron, the ball leaves the magnet, sticking to the iron. For a very short space of time the ball can be viewed as still sticking to the metal, after the metal magnet is removed even a goodly distance from the permanent magnet. Where did the magnetic power come from? We know the magnet transferred its power to the iron through the ball. Is the magnet now possessing a weaker strength?
Another example. If a mechanical device repeated this motion several million times would the magnet be drained in a day or so? No, because magnetism is a constant. The transference of magnetism from the magnet to the metal does not mean a loss of magnetism in the magnet. It has to do with the molecular structure of all elements. The reason the ball stays with the iron is that there is an additional structure in the iron that is also in the ball, producing an attracting force of likes. The reason it does not maintain the hold system is that their magnetic structure, that is the ball and the iron, are incomplete without the additional molecular structures in the magnet which is the strength needed to complete the field.
The second example we need to take a closer look at is the magnetic conduit. Hold a permanent magnet in the left hand facing the north face to the right hand. In the right hand have a .030 thick plastic magnet measuring the same height as the permanent magnet.
If the opposite polarity of the plastic magnet is offered to the permanent magnet, they understandably attract together. If the like face is offered, repel happens. If an edge of this .030 thick plastic magnet is offered, it will not attract to the center of the permanent magnet. It will always attract to one side of the north face or the other depending on the polarities’ edge of the plastic magnet and which way it is facing. After establishing to which side this thin magnet moves on attract, move this same edge of the plastic magnet to the other side of the same north face. Notice that the permanent magnet simply attracts this thin magnet back to the other edge and then stops there on attract. If this north face of the permanent magnet simply attracted it to the center of its face, this entire generating principle would not work. As more plastic magnets are added to the stack, the total thickness of all the stacks move past the north face and stop at the same attract edge as if only one .030 plastic magnet was used. The reason this attract edge of the permanent magnet does not simply attract to the center of the plastic magnet stack, which would be a logical assumption, is that the magnet attract pulse starts at the closest plastic magnet but then travels through the first plastic magnet, then attracts the second plastic magnet, moving at light speed and then on and through the third plastic magnet and so on until it arrives at the final magnet.
When the circuit of all the plastic magnets is completed, the total attract power is focused into the very last plastic magnet. This same magnetic circuit increasing attract from layer to layer will one day possibly be accomplished with a diamond crystal magnet. However, for the time being this Transmuter will attain the necessary magnetic response by using stacked plastic magnets. This movement then of 3/8 inch, which is the total thickness of the amount of the plastic magnets used represents five degrees of travel to the Armature. Please note, it represents five degrees of travel to the Armature. Notice that the magnets used also have a 3/8-inch face. Since there are 22 magnets around each ring, the Armature has 110 degrees of pulling movement from one magnet ring. Also notice that the placement of the opposite magnet ring is located as centered as shown in Figure 21. This then allows the opposite ring to pull another 110 degrees for a total travel distance of 220 degrees.
Explaining the driving attract force in this manner is helpful because it addresses the next problem as we bring it to mind. The obvious problem is how did the plastic magnet stacks get free of the attract after the movement took place.
Before stating how it got free, it is important to note just what was being attracted that needed release action. The attract pull to the plastic magnets was a pull to a south pole set-up by the two north magnets. The strength of this south pole is not a built in part of the plastic magnet structure, but is the power of the permanent magnets relocating inside the plastic magnets. Now if you will remember the test where the power from the permanent magnets transferred to the piece of iron you will understand it more. This same condition happens to this Armature only in a circular motion. Do you have it! Assuming you are clear on this point, let’s go on, and if you’re not, then retrace what it is you need to know, so you can have a clear understanding of what is going to be said next.
Notice in Figure 21 that the dotted line which represents the plastic magnets, which are at a certain point on the inner magnet row. Here these plastic magnets are under attract influence from the next set of permanent magnets before the actual hold-back can manifest itself. This holdback is prevented because a generating force moves into a position of release before the holding occurs. The magnets that have pulled the plastic magnets for their five degrees of travel simply turn it free because arriving from the same direction is another plastic magnet and this power of attract switches to the new arriving stack. The switching of attract from one stack of plastic magnets to the next is an extremely important action, therefore some reasons for this polarity switching are explained. Within the framework of an ordinary magnet attracting any object, an amount of energy would be required that is equal to the attract pull in order to pull the material free. A strong focus must be put on what is actually being attracted. The charged particles relocated and stored within the plastic magnets possess a high potential for being moved out by virtue of the fact that they do not belong there. For this reason a charge of like strength is not necessary to affect a plastic magnet polarity change which causes the attract-release action. The generating force which moves into the position of release is partially supplied by the metal wires wrapped around each permanent magnet. These wires serve as connective distributors which distribute a charge that momentarily takes over the attract pull for the permanent magnet as the plastic magnets go on past. The permanent magnet then instantly redirects its attract to the next arriving plastic magnet stack. We therefore see an equal amount of strength is not necessary to break free of the initial attract pull.
Viewing this action in Figure 21 therefore shows the importance of the relationship between the permanent magnet’s size and the plastic magnet’s size as they are mounted. The only way north to north magnets could be used on attract is to have them be mounted side by side as shown. Each magnet has its section of plastic magnets to impregnate, located inside each coil where it can transfer its power in an opposite polarity for attracting.
Before explaining the magnetic pulse sequence it is worthwhile to identify some of the varying degrees of magnetism that are manifest inside this Transmuter. There are unending variations that are being manifest, all of which serve a useful function. For example, the plastic magnets actually accept a different kind of magnetic charge than the permanent magnet, which is one kind of polarity. The air space around each permanent magnet is as important as the magnet itself. Therefore, the invasion of this space by the metal wire jacket causes another variation of magnetism that is manifesting as a conductive/distributor. Also the particles formed inside the Transmuter form still another variation of magnetism. As this form of magnetism joins the pulsed sequence of the permanent magnets, the power joins with other magnetisms.
As current is drawn out of the coils, another variation of magnetism manifests itself around the copper wires. And the list goes on. The word magnetism therefore has a limited meaning, because the word needed should be descriptive of a total variety of like energies not heretofore identified.
The actual power removed from this Transmuter can be compared in strength to 7,200 watts of power at 900 volts. This power however is not the same kind of electron flow as happens when a generator is driven. This power is magnetic energy and when it is fed into new magnetically driven appliances, working on its own principles, it will seem to do the same electrical work. Therefore persons will view it as being the same, when in fact it is different.
Explaining the pulse sequence. There is much to say concerning the magnetic pulse sequence, so let us begin here. The magnetic pulse sequence that occurs within the framework of the coils has a very definite purpose. It has to do with the amount of driving power achieved and it is therefore important to review how this magnetic pulse sequence takes place. In Figure 21 we see magnet #1 located on the upper magnet ring impregnating plastic magnet stack A, also impregnating stack A is magnet #45 located in the lower magnet ring. The polarity of the plastic magnets is such that these two permanent magnets are both attracting plastic magnet stack A causing the Armature to move in the direction of the arrow. This attract movement will not stop until the total amount of the plastic magnets in stack A has moved past as shown in Figure 22. This attract did not begin when stack A arrived as shown. It began when a lesser percentage of the stack was moved into this position. For explanation purposes, let’s assume that the magnetic pulse happened when this perfect alignment transpired.
Pulsing then started at magnet #1 on the top level and pulsed through stack A to magnet #45 on the bottom level inside. This pulse now being located under the bottom ring on the inside row is looking for the next pulse point. The next pulse happens by the magnetic circuit jumping four magnets counter-clockwise or the direction of rotation to magnet #15 on the bottom outside row. Since the pulses are slower than the Armature speed, plastic magnet stack U will be in position before the pulse gets there. Note there are 182 pulses per every five seconds and it is only slightly more than two pulses per revolution. To explain, 900 revolutions per minute are fifteen turns around per second or seventy-five turns around during the five seconds, the pulse time of 182 pulses.
In attempting to explain this magnetic pulse in terms of similar electric motor technology the obvious thought would be to relate this action to cycles per second, as for example, sixty cycles per second is power feeding the normal household. This however is completely wrong, because magnetisms travel at the speed of light and these pulses are simply the difference of light speeds to each other. Magnet #50 on the bottom pulses to magnet #6 on the top through stack B.
This pulse sequence continues until all eighty-eight magnets have pulsed before magnet #1 is again repulsed. We see therefore how the pulsed speed is controlled by the revolutions of the Armature. Each time this magnetic pulse happens through these plastic magnets, a charge of particles sends a heavy attract force that intensifies the attract pull which becomes the main driving force that turns the Transmuter Armature. The copper coils however are accomplishing several important tasks while the plastic magnets drive the Armature. The coil connections which group the twenty-four coils into eight groups serve as rotating magnet poles which are being self-induced, thereby resisting acceleration beyond the 900 r.p.m. allowed speed. As the magnetic attract happens between the permanent magnets and the plastic magnets, and this magnetic field is released, the coils of copper wire build up a charge which in turn give a slight rise and fall action to the armature plate. This movement then generates particles which are gathered and removed as magnetic current by the brushes. Plastic magnets that are not used during the heavy pulsing are still attracting but they are discharging and picking up slower. As the pulse goes around it gets stronger because the accumulated magnetic power of all eighty-eight magnets is added to the pulse volume.
During the start-up phase this pulse happens only by the power of these permanent magnets located inside the unit, and the pulse is transmitted through particles by the chimney structure that is a channel that amplifies the above ground particles. The pulse also is transmitted into the ground through the shaft which generates a particle flow which in turn sends particles back into the Transmuter that interact with existing particles and thus produces a flowing magnetic current drawn from the magnetic field.
This then magnifies the pulse leaving the Transmuter and a speed-up of particle intensity begins to happen. This acceleration of the nuclear subatomic parts has a bombastic effect and creates a structure of mobility for other structures forming a molecular breakdown from structure to structure whereby they are contained and utilized once this harnessing takes place. It would serve you well to review the last statement made in order to assess what is happening in the correct manner.
The nuclear energy released through this method of acceleration is therefore accomplished within the confines of the structural balance, and this radical change to these elements produces a captivity of power which is a constant flow of ions through the conductive use of neutrons. A reserve build-up of magnetism is needed at the copper screen inside the unit because the particles drawn in that are changed to magnetism only desire to join the magnetic pulse flow to which they are attracted. In order to control the volume of particles which should be allowed in the stream, flow control parts called stop gauges are used. These items shown in Figure 17 are driven when the flow of magnetism in the pulse circuit needs to be cut back. When the stop gauges rotate they redirect the magnetic flow by sending the particles into other locations inside the unit. The three brass .015 metal wedges on each stop gauge also catch and store particles similar to capacitor build-up. Magnetic particles are then discharged into the stream when the stop gauges slow down. Stop gauges stop the particles from joining the magnetic current flow in a quantity beyond the needed amount. However, they for the most part only redirect the particles and do not stop them or change their speed. When the unit is completely charged up, the armature is then driven at full speed because of a charge build-up in the magnets which are a central location for the magnetic pull. Without drawing magnetic current out of the unit the only condition that could cause a slowdown of the armature is if the pulse rate were to slightly diminish. This does not happen because the stationary rotary bars continuously feed the magnetic field in the armature preventing a slowdown of the pulse rate which then maintains the full armature speed.
When current is drawn out of the coils many actions take place that help to maintain armature speed. Putting a load on the armature coils does cause it to slow down to its allowed slower speed. However this slowing starts up the lower magnetic dispenser. This dispenser then turns sixteen 1/8 inch thick copper stranded wires which create a particle movement that saturates the magnetic pulse circuit thereby recharging it and adding more power to the plastic magnets. Comparing the construction between the stationary rotary bars and the sixteen copper wire ropes, one would think that the function of each is completely different. The magnetic dispenser however, is equal to the rotary bars in performance in that they both do the same basic job of pushing particles in the needed direction. It also fans particles toward the stationary bars causing them to speed up. Another action it does is to pump unwanted particles out of the six-inch chimney. The stop gauges also start-up again and interfere with the load being drawn by the pulsed generating force which is entering the coils, thereby momentarily removing the load from the armature. All this action then allows the Armature to again speed-up. The increased armature speed raises the weights which disconnects the lower drive units and again allows the magnetic build-up to enter the pulsed magnetic stream to build-up again, slows the armature and the weights lower, starting up the stop gauges which again reduces the load. This process continues and therefore we see that the normal running unit is a build-up and a slow-down. This causes the unit to have the sound of a skipping rope, so to speak, during the normal running operation.
Because of this continuous speed flow adjustment it can therefore be stated that the ratio of the revolutions to the speed of the generating force needs to continuously compensate to attain a smooth generated flow of power. We repeat, because of this continuous speed flow adjustment it can therefore be stated that the ratio of revolutions to the speed of the generating force needs to continuously compensate to attain a smooth generated flow of power.
This continuous compensation becomes possible because of the speed selection. When the unit’s speed is geared down as disclosed, there are less capacitors needed. North to north creates this effect. Therefore polarity is affected and the desired effect is achieved.
As differing Transmuter designs are contemplated, we need to review the impact that speed will have as we think on capacitation and its effect on not only the individual parts but the whole Transmuter action. The volume of this newly produced generated power is directly related to two factors. First, the total power of magnetic power released when all the magnets are pulsed in sequence is multiplied times the exchange of particles entering and leaving the Transmuter, and secondly since there is an unlimited supply of particles to draw on, the volume of energy produced is only limited to whatever strength people can increase the power of the same pulse sequence and of course increase the hardware as needed.
We will now begin an explanation concerning the Armature Construction.
The conductive materials that comprise the armature housing is of the greatest importance when analyzing the volume of magnetic energy produced by this Transmuter. This material is custom made from a blend of known metals and has a molecular structure ideally suited for particle absorption. Particles drawn up out of the ground enter into the center post, travel through this metal enroute to the generating coils. This metal therefore, while being nonmagnetic, which means a permanent magnet will not adhere to it, is most certainly magnetic when viewed from a power generating standpoint. Whenever any metal is caused to be moved through magnetic fields, the normal response it produces is that it sets up magnetic currents that are unwanted, for example, eddy currents, which happen in standard generating housings. These problems are somewhat alleviated in standard generators by using a laminated iron core to dissipate the eddy currents.
In this unit however these magnetic currents are not only helpful but necessary because of the particle activity they produce to help generate a magnetic flow of power. This all becomes possible because of the molecular structure of the metal used which has a trade name of TiAlCo-B. In a normal generating armature, the same metal that surrounds the coil also is used as the core of the coil. In this unit, the core as stated previously becomes the driving force to turn the armature, and this material is made up of plastic magnets.
ARMATURE ASSEMBLY
Viewing Figure 25 we see Part #44 Armature Plate Assembly of TiAlCo-B. This metal plate is 3/8 inch thick and twelve inches in diameter. The armature is then assembled using this base frame.
Viewing Figure 25 shows Part #44 with twenty-four slots milled in the armature plate. The reason for selecting twenty-four slots is that the needed speed is 900 r.p.m. An eight-pole magnetic field must be connected to accomplish this speed. Therefore a coil number divisible by eight was desired. The size of the slot was made as large as possible without running a risk of cutting the web between the coils too thin. This web now measures .135 at its thinnest point.
Part #46 is inserted first, which is a graphite liner for each slot. This liner is only 1/16 inch thick and secured by bonding into the slot with nonmagnetic glue. It extends from the top to the bottom of the plate. This material serves a two-fold purpose. First, it screens out air particles that would attempt to get into the coil by passing through the metal and insulation. Second, it serves as a monitoring filter to collect and store particles, slowing them down, then allowing them to flow evenly into the cell.
Part #47 are insulated slot liners made of .010 thick mylar high voltage insulation. This high quality liner is needed to prevent sparking to ground because of the 900 volts being generated. The insulation material is extended 1/8 inch beyond the plate on both top and bottom of the plate.
Part #48 are twenty-four coils of copper wire with plastic coat insulation. The coils consist of twenty-two turns of #18 wire in three layers. The first layer having eight turns, the second layer – seven turns, and the third layer having seven turns. Care must be taken to not wind the coils too tightly or it will affect the tension of the generating parts, and this point is very important. One coil wire exits at the top of the plate and one at the bottom of the plate in order to connect the coils in a smooth flat connection pattern. The wires have insulating tubing over them before leaving the slot.
Since these coils are not wound around a center laminated iron frame which would become a natural holding method, the coils need special attention when being secured into the slot. The core size of the coils must be preserved in full dimension when pushing the coils into the cavity for bonding. A teflon tool that is the same size as the coil orifice or 3/8 inch by 2 inches is first inserted into the coil. Next the coil of wire is completely coated with a five-minute epoxy glue of a non-metallic nature and the coil gently forced into the insulated slot. Care is taken to center the coil between the mylar 1/8-inch extensions on each side which is for the prevention of grounding the coil. After the coil is firmly bonded into the slot, the teflon tool is removed and the cavity for the plastic magnets are ready for magnet insertion. Pre-marked stacks of plastic magnets should be ready for insertion to prevent inserting the magnets improperly. To make one stack of plastic magnets. first purchase plastic magnet sheets polarized north on one side and south on the other, .030 thick of the best grade possible. Cut twenty-four pieces, each measuring 3/8 inch by 1 inch precisely. Make two separate stacks of 3/8 inch by 1 inch noting that the individual magnets are not to be glued together when inserting into the coil orifice which is 3/8 inch thick by 2 inches long. Prior to inserting the magnets #50 into the coil, place the brass clip #51 which is 1/4 inch wide, 1-1/2 inches long by .012 thick across the coil, making sure to center it. Now, secure it by bending 3/4 inch across the coil and 3/8 inch on either side in a downward position. I repeat, now, secure it by bending 3/4 inch across the coil and 3/8 inch on either side in a downward position. Insert and glue between graphite and mylar insulation. Make sure the mylar insulation is also under the clip which prevents grounding the coil. All this must be done before inserting the coils in the plate. After the coils with clips are securely inserted into the plate, turn the plate upside down and insert magnets by gluing directly to copper coils.
Part #49 represents twenty-four 1/8-inch holes needed to bring each coil wire from the bottom of the plate to the top of the plate. This wire spacing results in an orderly method for arranging the coil connections. After the wires are soldered to the commutator using care not to use magnetic solder, insulation plate #53 is secured to the armature top to firmly hold the winding connections and to prevent vibration of the wires.
Let us now concern ourselves with the Armature Connection. The particular connections used between the armature coils and the coils to the commutator are such that the necessary random charging of the coils takes place without any interference. Viewing Figure #25 we see the twenty-four coils grouped into eight groups of three coils per group. Notice coil #1 is a center coil of the group. This coil is aligned as the coil centered to the mica insulation that is between commutator bar #1 and commutator bar #32. Notice the S-1 wire from the coil goes to the S-24 wire of the coil located on the right and the F-l wire goes to the F-2 wire of the coil to the left. The F-24 wire goes to the commutator bar #1 and the F-2 wire goes to the commutator bar #32. When these wires cross as shown they are insulated and do not make contact. Notice bar #1 has a jumper wire to bar #2 and bar #32 has a jumper wire to bar #31. It would be wisdom to review what has just been said so that you might retain as we go on with further explanation. These jumper wires are simply to use a standard 32-bar commutator instead of the needed sixteen-bar commutator which is not a standard purchased item. The jumpers therefore change the 32 bars into a sixteen bar commutator. As this group of coils turns counter-clockwise the first brush removal location will be two and one-half bars counter-clockwise shown as a dotted rectangle. When the armature turns counter-clockwise, commutator bar #31 contacts this brush. Notice bar #30 will also be under the same brush when the contact takes place. If the coil group of #1, 2 and 24 has a random charge heavier than coil group 21, 22 and 23, the power will transfer at this brush contact to not only flow out of the unit at the brush but somewhat balance into the group having the lesser charge thus preventing the random charging from being a flow control problem. This wire crossing connection serves two important needs. First, it brings the proper polarities under the brush preventing sparking, and secondly, it assists in switching coil polarities. When commutator bars 32 and 1 come under this same brush the brush will momentarily cause a closed circuit to take place, because the brush will serve as a contact short circuit for just the travel distance of one-half the width of the brush.
This action then causes an induction charge to momentarily build-up in this group which is similar to a bar wound rotor, thus momentarily giving a driving kick to the armature plate. As soon as bar 32 advances past this brush and only bar 1 is under the brush, this coil group again becomes a source of generated power by having current flow out of the coils through the brush. There are eight separate locations where the current flow is reversed. If eight brush stations were used, the speed would be for an eight pole or less than 900 r.p.m., and that is important to note. There are however only six brush stations and the pulse of eight polarity reversals happening simultaneously are impossible since the brushes trigger the pulse. The r.p.m. therefore is controlled by the six allowed pulses per revolution or somewhat the speed of a six pole and an eight pole unit combined which is slightly over 900 r.p.m.
A comment about the statement of random energy charge should be made. The even flow of energy leaving the Transmuter would tend to show the energy being produced is flowing evenly and therefore this unit does not produce random bursts of power. The energy here is called random energy only because the coils’ charging sequence is not a one-two-three confined pattern, but a selection of coil charges that pulse in a pattern as needed while repeating in a random sequence.
We will now take a look at the commutator jumpers that balance a random charge. The jumper wires previously mentioned, which convert a thirty-two bar commutator to sixteen bars will not be needed when sixteen bar units are ordered. However, jumper wires are needed to complete circuits between groups of coils which will allow the generated power to be removed from the six brushes without any single brush at any given time carrying more than any other brush no mater what coil groups are generating at any given time. There are eight jumper wires required and they all connect to only the finish point wires from all eight groups. The first jumper wires go from bar #2 to bar #10. Notice the connection skips three sets of bars. The bar selection of #2 and #10 is made because these bars already have one wire secured to each which allows the jumper wires to fit the commutator slot without the need to compact four wires into one slot. This condition would have been the case if bars #1 and #9 were selected which would accomplish the same jumpering results. The next jumpered bars are bar #10 to #18 and then #18 to #26 and then #26 back to the start bar #2. This completes a set of four groups. The next set of groups are #30 to #6, #6 to #14, #14 to #22, then #22 back to start #30. Notice these two sets of four groups each are not joined by jumpers. If they were, then the pulse would always be an eight pole. Using this jumper arrangement, the brushes trigger six poles, then the connection arrangement slows the speed increase by pulsing the induction of eight coils per group to prevent the acceleration to a six pole speed. The constant speed adjustment results causing the needed 910 r.p.m.
ARMATURE PLATE MOUNTING
Earlier in this disclosure a statement was made that the magnetic charge is built up in the armature coils and gives a slight rise and fall movement to the armature plate. This magnetic action is caused in part by the continuous speed adjustment between the six and eight pole speed changing as was outlined during the armature connection disclosure. This up and down movement of the armature plate is magnified by the manner in which the armature plate is secured to the armature hub. Located on the top of the armature hub, on one side only, is a piece of nonmetallic shim stock #45. When installed, this shim stock will cause the outer rim of the armature plate to measure .110 higher angle than is normal. As the armature rotates, this higher side goes around with the corresponding low side, 180 degrees away, thus giving the impression of a thicker armature plate when rotating at 900 r.p.m. This vibrating movement to the Armature plate serves several important functions. It assists in the attract/release magnetic activity between the plastic and permanent magnets. It also helps the armature coils to retain and release the needed magnetism. There is also a needed movement that takes place which helps the unit maintain the ratio of revolutions to the speed of the generating force by causing the weights to respond quickly to the centrifugal force. As the armature plate takes its course of action, note that it is firm]y bolted to the armature hub which carries the weights around. A sleeve bearing in this hub gives it some lateral free movement of .100 as it rotates. This course of action of the armature plate is somewhat transferred to the hub and weight assembly which necessitates a strong focus when reading the disclosure on the lower drive connector assembly which follows.
CONSTRUCTION OF THE CENTRIFUGAL FORCE CONNECTOR ASSEMBLY
As we have seen there is a need for the ratio of the revolution to continuously compensate to the speed of the generating force. Let us review the mechanical device which accomplishes this. Notice in Figure 23 that weights raise and lower by centrifugal force which starts and stops the lower drive assembly. Standard electric motors use centrifugal force to connect and disconnect the start windings by raising and lowering weights which gently make and break electrical contacts. There is a vast difference between the workings of a standard motor and this Transmuter and so there is also a vast difference between this gentle touching of contacts and the sharp power push which is needed to drive the weights into the graphite packing to turn the lower gear structure. Also this power push has to be accomplished within a diminished amount of speed change because of the close proximity between the high and low speed requirements to the armature. This connector design is now explained in greater detail. Weights have weight and to attain the necessary contact which would cause this lower graphite bowl to turn by using heavier weights would merely serve to add an unwanted load to the Armature. The object is to attain a maximum amount of a sharp downward action with a minimum amount of ounces to each weight. This action is accomplished first of all by allowing the weights free travel before being constricted by a flat spring attached to each weight. The up and down vibration to the armature hub caused by a specific mounting procedure produces a balance in the weight so as to modulate the action. The governing factor then becomes an increase or decrease of r.p.m. within the allowed speed limits of the armature. Notice the mounting procedure holding the flat springs. See Figure 23.
Each spring is bolted to the lead edge of each weight. The spring has its tail section free to slide approximately 1/8 inch up and down in a slot out in the bottom of the armature hub. Because of the mounting position of the spring, when centrifugal force causes weights to raise up, the upward travel of the weight is not restricted to a need of immediately bending the flat spring. The back of the spring moves backwards allowing the weight to rise. This free movement then gives the weight a mechanical advantage of weight in movement before it needs to bend the spring. When the spring bends, the pin secured to the spring contacts the weight. This causes a downward push that will be manifest the instant centrifugal force is lessened by a drop in r.p.m.’s. This method of storing downward power capitalizes on free travel of the weight which bent the spring and transferred the spring’s energy into a leverage contact point on the weight as shown in Figure #23. It is important to note that the downward push to weight will cause weight to hit graphite with some force. Note that as speed increases a bending of springs occurs. This spring bending action is controlled not just by allowed r.p.m., but according to tension of springs. The contact between the weight and the graphite does not produce and has no need of a firm holding action. When the Transmuter is operating under full load, the lower unit never completely stops and the sharp downward contact to graphite gives all the driving power needed to keep proper turning speed for the lower wire ropes and stop gauges. There are 6 weights, each weighing 1-5/8 ounces. This total weight when added to the six springs which have a bending force of approximately 14 ounces each, accumulates to the necessary force for contacting the graphite which then drives the lower unit.
OUTER ALUMINUM WALL
The outer Aluminum Wall, Part #2, as disclosed previously is an outer housing, 8 inches high and 15 and 3/8 inches in diameter. This part is made of .030 thick aluminum and is rolled and fitted as shown. This part however is not totally adequate at this point to change the particle activity which takes place within the Transmuter wall.
It is necessary to coat the outside of this part with TiAlCo-B metal in order to achieve this. Let’s discuss the purpose of the coating. The bombastic activity that takes place within the main Transmuter housing does not complete the magnetic activity being generated. A second area where particle exchange takes place is within the wall area between the inner wall and the outer wall. The outer wall #2 is coated on the outside surface with TiAlCo-B metal, which absorbs and utilizes the particles to create a thermos bottle effect to the inner Transmuter preventing any unwanted particle escape. TiAlCo-B metal used welcomes magnetism, thus this wall begins to absorb particles and utilizes them as a magnetic force field. Particles enter the air space between the inner and outer wall from a slot cut in the nine inch chimney frame and travel in a counter clockwise direction (looking at it from the top), and then enter the main Transmuter body through a similar slot cut approximately 180 degrees away on the opposite side of the same nine inch chimney frame. The particles enter the nine-inch chimney, are then siphoned into this slot, and circulate between the walls. They are exchanged with particles already in this area, that entered this same space by coming through the inner wall and from the top in that the plexiglass ring does not hinder the entrance of particles. When these particles enter the Transmuter through the opposite slot, as they join in the magnetic pulse stream, they serve to produce a stronger magnetic pulse. The outer wall builds an attract field which completes a magnetic pole. Without coating this outer wall the magnetic pale circuit would be incomplete and the Transmuter would not function.
BRASS PARTICLE DISTRIBUTOR
The pressure that is built-up inside the Transmuter is a necessary one, and is controlled by a brass fitting that is called a particle equalizer which is mounted inside on the center post.
This fitting Part #58 is located not closer than two inches from the under side of the TiAlCo-B dome. This distance allows the particles to maintain a flow without the hazard of an over production of particles which would then create an unwanted heat factor.
FINAL ITEMS NEEDING COMMENTS BEFORE START-UP
The 22-inch brass rain cover above the chimney should be finished to a dull brush finish and not be reflective. The dome on the Transmuter should also have a dull brush finish. The brass extension ring Part #6 should be knurled on the inside surface with the same knurling finish as Part #1.
CLEANING BRUSH
There is a carbon brush mounted to where it contacts the outer rim of the armature plate and constantly removes particles that are then put to good use. These particles travel from this brush through a coaxial cable and are fed into the magnetic current driven motors. This cleaning brush has an insulated jacket to prevent the charge from going into wall #1 which holds the brush.
The cleaning brush (Part #61) has a coaxial cable attached to it and this brush must be connected with a coaxial cable to a brush that is in contact with the TiAlCo-B rotor that is magnetically driven. The coaxial cable’s metal must be connected with a flexible metal line directly into the brush itself.
The unit is now ready for start-up.
TRANSMUTER START-UP PROCEDURE
Reviewing Figure 16 which shows a full size side view of the unit, notice that part #29 is a short shaft with a bored splined hole slightly protruding out the bottom of the Transmuter. A mating splined tool is inserted into this hole for driving purposes. After start-up this tool is pulled free allowing the unit to run on its own power. The starting procedure is as follows: The unit is geared to 300 r.p.m. and allowed to build-up the needed molecules for approximately 10 to 20 minutes. The determined time will be established by a sound change that occurs as the molecules begin to line up. After turning the unit for approximately 10 to 20 minutes, the build-up of the molecules has a contact point in a copper screen, .040 thick, 12 inches in diameter, which is insulated from the bottom plate with .030 Mica insulation, which prevents the built-up magnetism from being dissipated. The speed is now slowly increased to 600 r.p.m. and is maintained for approximately 12 to 20 minutes. The molecule build-up is now beginning to flow toward the inner wall but not lost because of the TiAlCo-B coating on the outer wall. Finally the unit is driven to its final speed increment of 910 r.p.m. Running at this speed the stop gauges are not driven because the weights are moved upward. This achieves the full pulse rate of 182 pulses per 4.8 to 5.0 seconds. The particles arc now being drawn in at a full rate which introduces a bombastic effect which in turn creates another, and another and so on. The Transmuter will now run with the power of its own magnetic energy allowing the start-up tool to be removed. When the unit is running, the generated power will leave the Transmuter through six coaxial cables, one from each brush station, which is the way the power is transmuted for use.
The reason for the use of coaxial cables as opposed to standard motor lead wire is because the energy being removed is magnetic energy and it therefore will not grab a standard motor insulated wire.
Because we are limited by statements and phraseology that have always been applied to electrical generators, we use the same here as an expedient. This limitation has stopped knowledge of the full potential of magnetic current. For example, the armature was insulated for 900 volts. The insulation used should be measured as though it were going to be insulated for what we know as 900 volts. This is the ideal spacing but no volts will be registered. Because no volts will be evident at the brushes there is no line pressure to force the magnetic energy out of the Transmuter. The energy being generated is neutral magnetic energy and the only way it leaves the Transmuter is by being offered a set polarity. The stronger the attract force being offered the greater will be the flow of neutral magnetic current leaving the Transmuter. We see therefore that there is no reverse flow as in a standard generator and the switching of polarities must be accomplished within the magnetic motor itself. The neutral flowing magnetic current does not manifest as a magnetic force field until it is forced to jump an air gap enroute to the attract field. An important benefit to this method of energy removal is that the earth or ground is not an attract field, and the motors using this new energy do not need insulation to prevent grounding. Under full load, this unit as disclosed will produce the equivalent of 7200 watts of continuous power. Motors being driven by this magnetic flowing current need no copper coils to build-up electromagnetic fields because this flowing current turns into varying magnetic fields by simply giving this energy a place to manifest as a giant magnet. The metal TiAlCo-B, is ideal for this purpose because it welcomes magnetism. The main principle therefore of new motors using magnetic current is to capitalize on magnetic energy directly.
The working process of the machine is based upon a nuclear reaction taking place between differing molecules. When arranged and rearranged they produce a system that works in a compatible formula with the design of magnetic energy of the earth’s atmosphere which extends to and including the rim that encompasses the earth. All things working together create a harmonious flow of magnetism heretofore untapped.
The acceleration of the nuclear subatomic parts creates a structure of mobility for other structures whereby they can be contained and utilized once they are harnessed in a proper manner. Thereby we see that nuclear energy has a structural balance. The magnetic field is not unlike this same structure. For years scientists have thought that to harness magnetism, magnetic embodiment in a particular element was necessary, but time will soon show that there are magnetisms in the atmosphere that have only been minutely touched. It is not the creative force of the universe that is lacking, but our limited knowledge that has yet to further this science. So it is that structural polarities exist in all things and in all differing measures. Concerning metals, this is one of the reasons why when they melt, some adhere and others escape but still add to the final product which thus creates varying degrees of tensil strength. It is not so much the purity level that strengthens but the manner in which things are melted in order of chemical importance and degrees. TiAlCo-B metal utilizes these principles and more as you’ll see when you learn more about it.
The Celestial Particle Transmuter will lead to discoveries and developments that even science fiction has yet to explore. Please share this info with others.

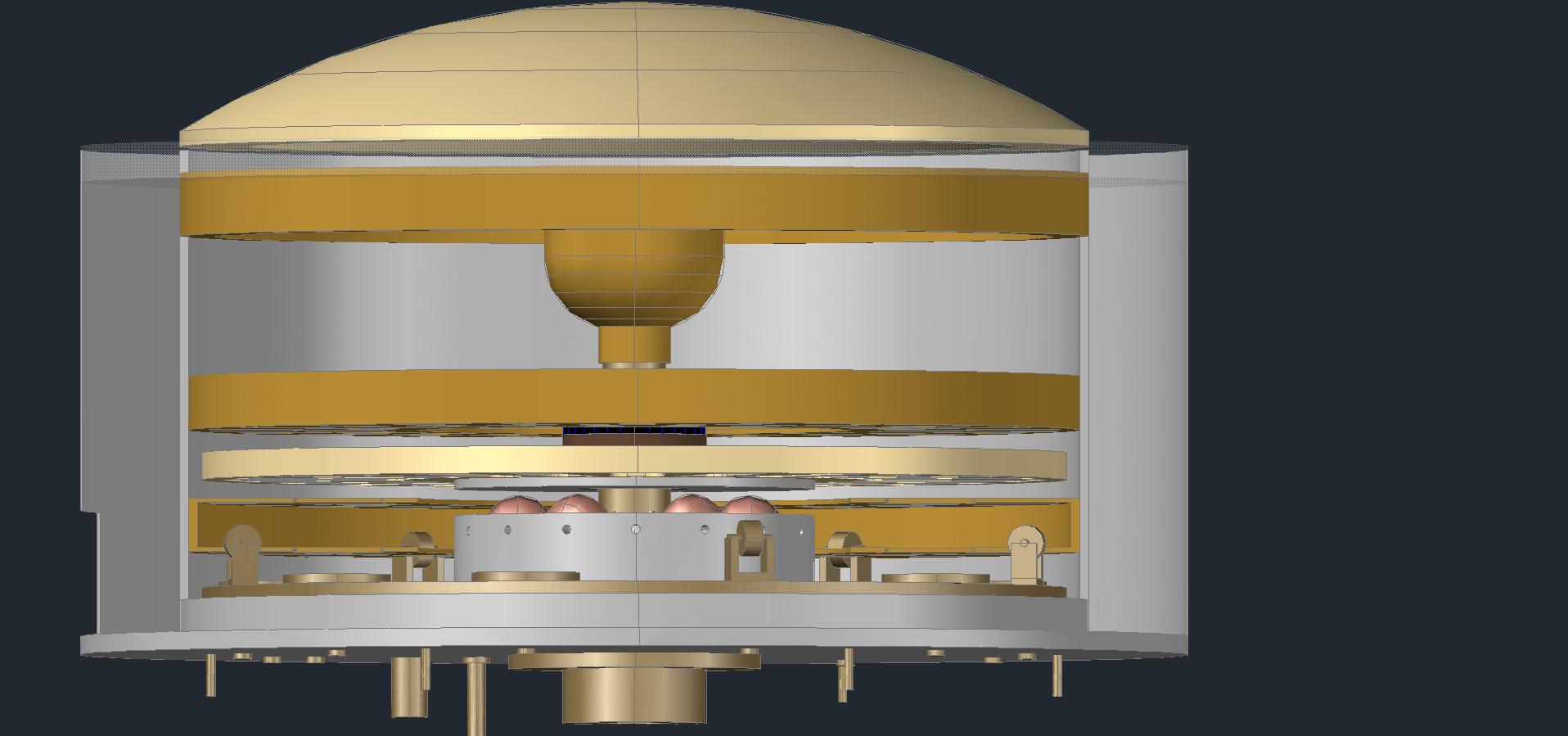{kind=link}
{kind=link}