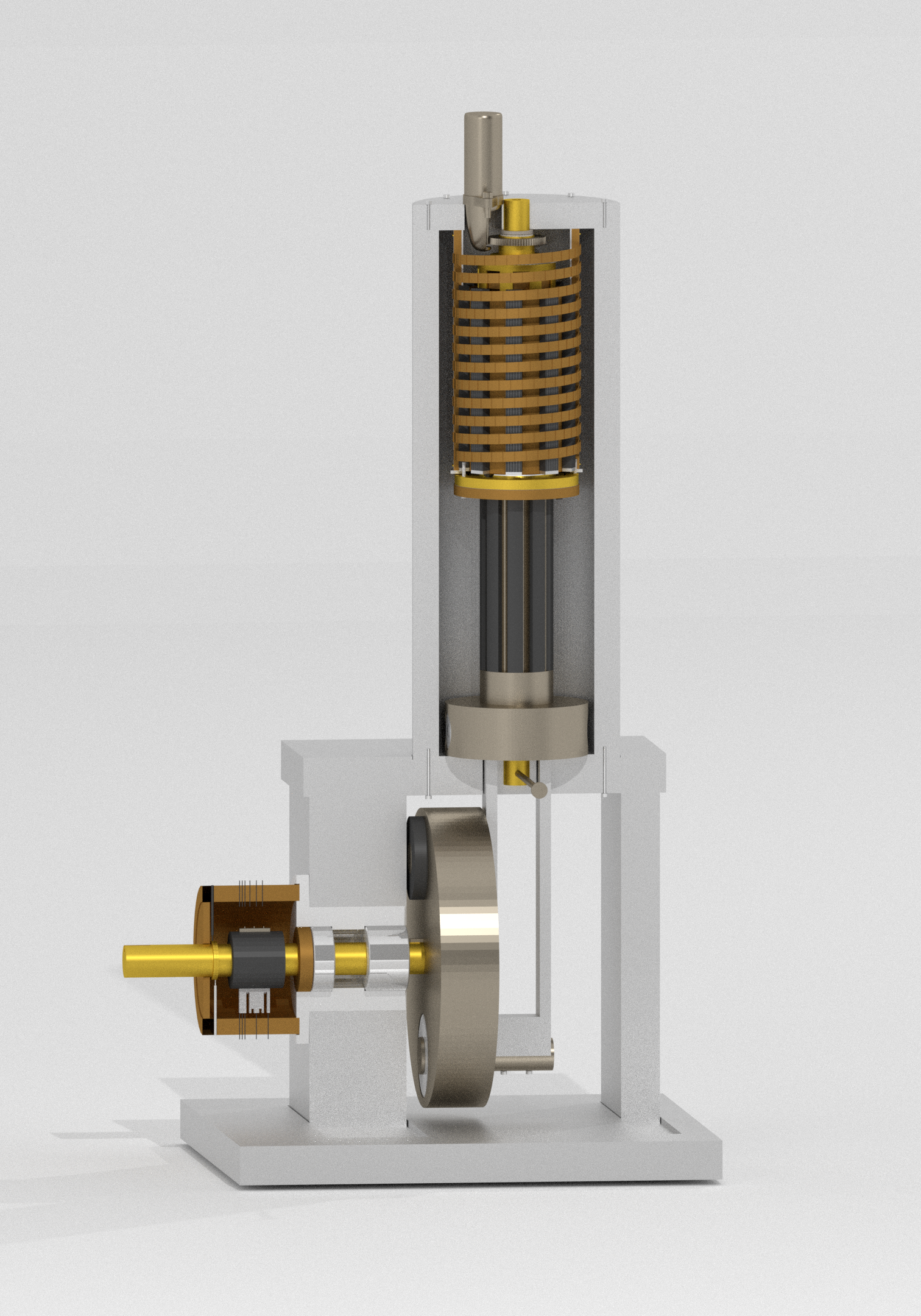
DRAWINGS:
Here is a very basic CAD drawing to get you started.
- Magnetic Piston uses free energy derived from the renewable resource of magnetism and the Earth’s energy field
- Magnetic Piston does not generate any pollution, so it will help the environment
- Magnetic Piston is designed to recycle energy back into the environment to conserve natural resources
- Magnetic Piston operates at 5600 piston strokes producing 7 HP per piston
- No exotic materials or alloys are required for piston
- Piston motor requires strong iron/boron/neodymium magnets
- Piston motor is useful in ground transportation, water transportation, and air transportation
- Piston motor requires mechanical startup
- Piston motor provides magnetic current to power magnetic devices, drive magnetic motors, etc.
We are providing this free information out of love to help heal our planet. Please help us in educating people about magnetic energy.
Magnetism is a constant. Day, night, rain, snow…anywhere in the Universe…magnetic energy will be there to power magnetic energy units. This Magnetic Piston demonstrates magnetic reliability. If you know how to capture that relatively neutral random repeating pattern energy, you can create devices from micro to macro size, all the way up to flying cities and massive space stations. Like attracts like, neutral attracts neutral – this is why every unit on this site generates some form of neutral magnetic fields. It is especially important when traversing the cosmos to use magnetic energy, a power source that is reliable. The magnetic energy supply system for Earth is just as important as the Sun in terms of sustaining life. Once neutral magnetic energy can be properly measured, people will realize how critical this energy is for our survival. The human race is destined to enter the galactic community, but this will only be possible with the right consciousness and the right technology. Suffice it to say that conventional rocket technology is not really adequate to explore space. Magnetic technology with gravity control, nearly infinite velocity, inertia dampeners, impenetrable force fields, capable of operation even in the darkness of space with no need to refuel – that is the way to explore the heavens.
This Magnetic Piston can provide people with a complete and revolutionary mechanism for utilizing and converting the Earth’s magnetic energy field into a usable physical energy. This piston demonstrates that there is order in the apparent randomness of the particle world. Order cannot come from chaos. The reliability of this piston is totally dependent on the consistency of flowing magnetic particles within the Universal system. This machine would not function if the Universe is or ever was chaotic.
This Magnetic Piston is a vivid demonstration of the Universal Law of Attract-Attract. Similar energies are attracted to each other, and this powerful force of attraction is the driving force of this piston. Scientists will be able to extrapolate from this design to develop a whole host of devices and gadgetry that function on these principles. Transportation, communication, and the general manipulation of matter and energy can all be supremely enhanced by the use of the Law of Attract-Attract. Everything is energy. Everything has a unique energy vibration or frequency. The vibrations of all energy patterns can be identified. The vibrations can be duplicated, enhanced, or negated. The vibrations can be attracted or repelled. These basic principles are the wheel to the future. People can make untold discoveries by simply understanding these principles. The Universe is the limit in this new magnetic paradigm revelation.
This piston is an example of the variety of magnetic motor designs that can be produced if certain principles are followed. With the amount of pollution being generated in the world today, it is critical that we begin to develop technology that is clean, safe, non-polluting. Electricity is so destructive, even more than most people realize, and electricity is becoming more widespread as more people demand power. Magnetic technology can provide everything electricity provides and so much more, without pollution and harmful energy fields. Many years of scientific experiments have proven the harmful effects of electricity on the environment, particularly the ionosphere. Electricity is damaging the ionosphere and creating an energy imbalance that causes the ionosphere to generate powerful vortexes to replenish lost energy. The energy vortexes create powerful weather systems like tornadoes and hurricanes. Many years of research documentation show the relationship between the ionosphere and the weather. As electricity production increases, the weather will become more severe putting more and more people at risk. Magnetic energy devices maintain a balanced ionosphere, and these free energy devices can actually assist in repairing the damage to the ionosphere.
This piston and other free energy magnetic devices are designed to conserve natural resources. Conserving natural resources like oil is important because it will reduce pollution and because the planet’s natural resources like oil serve a critical purpose in the functioning of the planet. The Earth is a physical system synthesized with an energy system. The interaction between magnetic energy and the environment is fundamental to every planetary process that occurs. When humans create pollution in the environment with chemicals and energy fields that would not naturally occur, the Earth’s system cannot function properly. For example, oil spills change the way ocean water moves and responds to gravitational forces. The magnetic bond between the moon and the Earth is critical to maintaining weather balance on our planet. The magnetic field of the moon does not interact well with polluted ocean water. The moon’s connection to the planet is being changed by pollution, particularly oil, making it less able to stir the oceans and bring the cold lower water to the top. When the warm and cold waters of the oceans are not properly circulated the weather changes. Removing oil from the ground is damaging for other reasons as well. There is a very high correlation between oil drilling areas and earthquakes. This is because the Earth requires oil to serve as lubrication between the geologic plates. Without oil, the plates do not slide as smoothly, thus creating more intense earthquakes when natural shifts occur. Our current technology has serious effects on our planet, it is time we start being aware of the consequences of our actions.
Nearly all electrical generators in use today produce a counter-electromotive back pressure and this back pressure is presently overcome by the expenditure of energy from prime movers such as fossil fuel engines, water wheels, etc. With the piston disclosed herein the energy generated during the cycle does not manifest as back pressure. Because of the unit’s unique energy recycling system all of the energy generated by the generating coil is fed back into the magnetic system. This accomplishes two primary purposes: a) to charge up stationary plastic magnets that are in close proximity to the coil, thus causing the coil to generate and manifest with a given attract polarity; b) at the proper moment, the coil causes a release of the piston armature magnets through a unique process that reverses the energy flow with a magnetic balance thus allowing a completed piston stroke.
To further define the workings of this unit it is important to understand that although electrical and magnetic (energy) work with similar attitudes, the manner in which they work has a differing energy effect. One of these effects is that magnetic structures want to share their flow, compatible to the universal force, while electrical flow argues, (short circuits, sparks, etc.). Because of this fact the working responses (within the unit) take place ‘how they are needed’ and when they are needed’ which results in a functioning unit. There is a continuous transmutation process taking place whereby one form of energy is constantly changing into the other, however, the beginning point of energy starts as ‘neutral’ magnetism and after being utilized, the energy returns to it’s original state which is neutral. The magnetic energy in this motor is created without forcing any physical process that results in pollution; as you will see a magnet moves freely through a coil’s field producing an energy form that is useable.
Because of the versatile nature of magnetism, this unit is without the need of a primary mover. It utilizes the energy of permanent magnets by freely converting the existing magnetism into a magnetic energy. It then utilizes the energy, allows it to return to a magnetic state, as stated, and in this the recycling is achieved. This unit is operating proof that magnetism is a constant, always present and always changing.
The unit has a centralized magnetically pressurized coil that serves as a magnetic reservoir whereby magnetic flowing current is removed as needed and circuited to various devices to do work, i.e., power magnetic lighting fixtures, drive magnetic motors, and more. Also, this unit capitalizes on the Universal flow of magnetic molecular structures, enabling it to function during space travel.
The basic shape of this aluminum housing was determined by the needed crank diameter and the length of the crank arms that hold the steel piston (length being set by piston stroke). The upper tube diameter was selected to allow space around the copper/aluminum cylinder for the needed wire assembly.
The unit works as follows. Using Part #61 can start the unit, which is a battery driven starter; however, if this method is not available, a hand crank unit is an alternative. A hand crank (or other method) is used to start the piston moving in and out of the cylinder. After the 54 plastic magnets (part #67) are fully charged (these parts could be called capacitors), they release a magnetic charge into the number 22 motor wire, Part #76, which is wrapped around the 3/8″ wide flat insulated copper motor wire (part #73). This charge creates a pulse. This pulse will not properly activate the unit until the magnets on the piston arrive 1/4″ inward of the ‘stationary magnets’ beginning point (parts #67).
This is crucial to the timing. When the piston is in the ‘OUT’ position to the cylinder, the wire at the entrance of the cylinder is energized and the opposite end of the wire is momentarily ‘CAPPED OFF’. The flat copper wire through an induction process then absorbs the magnetic charge. As this charge goes around, the piston follows it and moves into the cylinder. As the charge moves upwards through the flat wires, the magnets respond with an attraction that continues to follow it.
The stationary plastic magnets are used as a point of control for USE of the power. This generates an attract field to the piston magnets that is a pull of concentrated magnetic energy. It is important to note that the moment the first pulse starts the piston will travel inward for a distance of 1/8″ before the next pulse happens and this pulsing continues for a total of approximately 56 pulses for the full travel of the piston’s inward movement.
When the piston is 7/8 of an inch from the completed inward stroke, a magnetically activated trip switch sends a charge from the part #64 (called a capacitor coil) into the opposite end of the number 22 wire located at the top of the cylinder. This action then reverses the polarity of the 54 plastic magnets releasing the piston magnets and allowing for a completed cycle. The number 22 wire is (at the bottom location) momentarily capped off during the reversal of flow.
When this polarity is reversed as described only one pulse needs to be sent into the number 22 wire and the magnetic response from that point on causes a chain reaction that continues to release the piston magnets on their way out of the cylinder.
FURTHER EXPLANATION AS TO WHY THE PISTON MAGNETS MOVE IN AND OUT OF THE CYLINDER.
When the coil wires (#64) are wound from top to bottom, or INLINE with the piston magnets travel path, the piston magnets are not yet cutting lines of force. As the piston magnets start into the cylinder, their lines of force attract to the 54 plastic (stationary) magnets pulling the piston inward, this inward movement however is NOT breaking lines of force and therefore magnetic energy is NOT YET being generated that will charge the plastic magnets (called capacitors). These lines of force ARE being broken, THAT IS FOR SURE, but by a completely separate magnetic flux line that has a breaking action.
When the piston magnets are first attracted in and out of the cylinder, using the hand crank, the magnets are driven along side of the copper rods part #30 which is a squirrel cage with nine copper bars. This action builds up a magnetic field in these bars as well as the copper plate holding the 9 copper bars. This action responds to the moving (rotating) magnet assembly, part #34 that starts a rotation. This rotation IS ALSO caused to happen by the mounting angle of this magnet. The incoming piston magnets attract TO this magnet and take part in causing it to rotate. The hand driven movement of the piston’s path starts a charging of the 54 plastic magnets because the piston magnets DO break a portion of the lines of force as they EXIT the cylinder, and this happens until a pulse takes place through the number 22 wire. This pulse is then manifest through the generating coil and to the rotating magnet assembly allowing the magnet to pass the first copper rod. This copper rod then repels the rotating magnet assembly so it passes using the well-known motor action of copper revulsion, not unlike a standard bar wound rotor. The moment this rotating magnet begins these rotations, the rotations break lines of force that are crossing through the generating coil to the stationary magnets. This action starts a necessary flow of generated magnetic energy, which is used to charge up the 54 plastic magnets. These magnets respond as CAPACITORS. This coil produces magnetic energy at its maximum potential because it is pressurized between two magnetic forces, one inside the coil and one outside. When the plastic magnet capacitors are fully charged, the pulsing of number 22 wire causes a continuous action to the piston.
There is an important reason why these powerful attract lines of force are broken by the rotating magnet. Proof that there is no backpressure (counter electro-motive force) is that the magnet continues to rotate without a secondary drive system. A close examination of the actual magnetic circuitry will show that the approaching faces of the magnet determine these lines of attract-force. They are then momentarily diverted as they pass through the generating coil and at this exact division point the rotating magnet passes through the field.
To conclude, this unit does not have the trappings of so called perpetual motion in that we are not working with unknown forces. In this unit the forces producing FREE ENERGY are KNOWN as magnetic responses. There is an input of energy into this motor that comes primarily from the Earth’s energy field, specifically, the ionosphere. This piston sets up of vortex field of attract, that enhances the already occurring stream of energy from the ionosphere to the magnets, that draws a significant amount of energy into the piston to be used and then recycled back into the planet’s energy system.
PARTS LIST
1). Crank housing aluminum bottom plate 18-5/8″ square by 1-1/2″ thick.
2). Crank housing aluminum top plate 14″ square by 1-1/2″ thick. This plate is machined to allow the crank arms movement and has slots as shown in Figure 1.
3). Crank housing vertical bearing support, 12-1/2″ square,3-3/4″ thick. During the start-up, this piston unit will go through a shimmy cycle before reaching the full speed of 5600 r.p.m. and a heavy duty aluminum support frame is needed to prevent any damage which could result if a weak frame were used.
4). Crank housing vertical support 1-1/2″ thick, 12-1/2″ square.
5). Piston unit upper 8″ diameter tube, 1″ wall thickness 21-1/8″ long. This tube is machined to be a tight fit into top plate part #2. After this tube is pressed into part #2 a series of 8 bolts are used to firmly secure these two parts. A slot at the top of this tube allows a coaxial cable assembly to be slid into the tube after being connected to various wiring areas.
6). Piston unit top cover 8″ diameter, 1″ thick. This top cover has a starter motor firmly bolted to it. The slot machined on this cover’s underside is a tight fit to a copper/aluminum cylinder. A series of 8 bolts are used to secure these parts, the bolts are 10-32 brass. No insulation is used between the copper/aluminum cylinder and the top cover. The assembly procedure is to lower this top cover and the pre-wired cylinder into part #5 allowing its cable to slide into the tube from the top thus the reason for a machined slot.
7). Brass output shaft, 11-1/2″ long. A brass output shaft is used because this shaft ‘passes through’ the distributor housing and certain magnetic activity inside this housing would be disrupted if this shaft were made of improper material. The 1-1/4″ thickness is to withstand the
start-up shimmy and to carry the full seven horsepower load.
8). Outside crank bearing, 1-1/4″ bore, 2-1/2″ O.D., 7/8″ thick.
9). Inside crank bearing 1-1/4″ bore, 2-1/2″ O.D., 1-5/8″ thick.
10). A copper disk 1/2″ thick, 3-3/4″ O.D. and a 1-5/32″ I.D. This plate is bolted in place and serves as a magnetic flow control preventing energy from escaping into the bearing housing.
11). Circular bearing housing, 6-1/2″ O.D., 4-1/4″ long.
12). Circular steel plate, 1-1/4″ bore, 2-1/4″ thick, 11-1/2″ O.D. This circular steel plate is made ‘lighter’ on one side by drilling the holes as shown, this ‘weight removal’ is adjusted to counter balance the piston unit assembly. The correct weight for counter-balance will be found by first bolting on the counter-weight part #13 and this bolted on weight and steel plate counter balance the piston assembly. This assembly includes the crank arm and bearing, etc. After a balance is established the steel piston housing part #20, with its magnets mounted, is removed from the crank arm upper housing part #18. This ‘assembled’ steel piston is next checked for weight and whatever this piston weight is, exactly 25% of its total weight is removed from the counterweight part #13.
This initially will create an ‘out-of-balance’ condition. This will cause ‘start-up shimmy’; however as the magnetic attract activity accelerates the unit to 5600 r.p.m., this ‘wrong’ counter-balance becomes the ‘correct’ balance. If 25% of this piston weight were not removed from the counterweight, the unit would ‘lock-up’ therefore the exact counter-balance, as disclosed, is critically important to the piston’s performance. A magnetic holdback force to the piston creates the need for this 25%less weight.
13). Counter-weight shaped 5″ I.D. 180° around with 11-1/2″ O.D.
14). Fastener secured to output shaft.
15). Two ball bearings – 1-1/4″ I.D., 3-1/4″ O.D., 3/4″ thick.
16). Fly wheel crank shaft 1-1/4″ diameter, 5-1/8″ long.
17). Crank arm aluminum bar 13-1/8″ long, 2-1/2″ wide, 1-1/4″ thick. This aluminum crank arm is designed in the manner disclosed because of the need to gain an even pull to the piston as these arms are on both sides of the center support shaft.
18). Crank arm upper housing 5-1/2″ long, 3-1/4″ high. This crank arm housing is made to allow the cam follower bearings to be inserted from the outer edge inward, which then allows them to be made in one piece as shown. Nine bolts hold this housing to the steel piston due to spacing of the nine permanent magnets.
19). Two crank arm bearings, 1-1/4″ wide, 1-5/8″ O.D., 1/2″ shaft.
20). Steel piston housing 7″ long, 2-13/16″ O.D., 1-5/8″ I.D. The actual shape of this steel piston accomplishes several different functions. The length of 7 inches is set by the need for a 7 inch long magnet to be attracted into the cylinder. The inside bore of 1-5/8″ needs to travel over the generating coil, thus this steel piston is supported by a bottom bearing only. The 9 magnets need to be mounted at the exact angle as shown, thus the need to have these nine ‘magnet shelves’ machined as disclosed. All the nine magnets face the same polarity ‘outward’ which creates very powerful opposite poles between the magnets. These opposite poles are utilized by copper bars that are held 1/16″ away from the steel piston housing at the area machined between the magnet locations (see Figure four). The magnets are machined on the outer surface as shown to attain a smooth release, ‘by-pass’, for the single rotating magnet.
21). Nine permanent magnets – 7″ long by 1/2″ wide by 1/4″ thick. These nine permanent magnets, 7″ long are among the most powerful magnets now available for purchase. These magnets are secured directly onto the steel housing, (with no insulation between). During assembly, as the ‘ninth’ magnet is brought to its steel shelf, the repel from the other eight magnets attempt to ‘rotate’ this magnet and thus not allow it to attract to its steel piston shelf. The magnets therefore are bonded, one by one, to the steel piston by the use of a very thin coating of a non-metal bonding agent and also by being captured between the two end holding supports. The need to have all the same polarity facing ‘outward’ necessitates this mounting method. Viewing Figure 4 shows the outer surface of the nine magnets machined in a special way. When the piston is operating, the nickel tube rotates clock-wise (viewing the unit from the top). This rotation is assisted by the curvature of these magnets in that the rotating magnet approaches each of the nine piston magnets from the thick magnet edge that has had very little magnet ‘ground off’ to form the outer radius. As the rotating magnet leaves each piston magnet, it breaks free on the edge that is ground off thus having the holdback polarity somewhat weakened. We see therefore that the direction of rotation for the nickel tube is established partly by the magnet mounting angle which then caused one edge of all nine magnets to be ‘changed’ in favor of the needed magnetic passing response.
22). Aluminum end ring 1/8″ thick, 1-5/8″ I.D., 2-13/16″ O.D. This aluminum end ring serves two purposes. First, it contains the nine piston magnets from pulling free of the steel piston during the high speed stroke action. Second, aluminum is a reflector of magnetic energy and this ring helps to contain the magnetic power of the magnets to the steel piston housing. Brass screws are to be used to secure this ring plus a thin coating of a good non-metal bonding agent.
23). Piston unit center shaft, 1″ brass shaft, 22-1/2″ long. This center shaft is made of brass to prevent an expansion of the magnetic field. (For example, stainless steel which a magnet does not adhere to would still be unusable in that certain magnetic responses would expand the field.) Brass has the unique quality of completing a magnetic circuit without manifesting as a magnet. All along the path of the steel piston this brass shaft is being magnetically influenced, however this captured magnetic ‘flow’ travels to a usable point which is primarily the core area of a small coil where it completes the needed magnetic flow circuit.
The spline section of this shaft is needed to prevent any torque movement or sidewise movement to the piston magnets. This prevents damage to the crank arms and bearings. When the piston starts into the cylinder, after the unit is operating at full speed, the nickel tube is rotating at a speed of 1400 r.p.m. and the piston magnets attract to the single rotating magnet thus causing a momentary stopping of this tube. This stopping of the nickel tube causes a slight torquing of the piston in the direction of the nickel tube’s rotation. Thus a potential problem is alleviated because of the spline bearing’s holding action which does not allow sidewise movement.
24). One splined non-metal bearing, 1″ bore, 3-1/2″ long, 1-13/16″ O.D.
25). Splined section of center shaft 11-7/8″ long.
26). Copper wire coil, 5-1/4″ long, 1-1/2″ O.D., 3/16″ thick, number 27 wire, 850 turns.
26A) One wire
26B) Second wire
This coil is wound with standard plastic coat motor insulated wire in even layers having thin paper between layers, however it is important to not wind the coil wraps too tightly. The coil is firmly held by non-metal spacers that contact the center shaft. The piston’s center bore must pass over this coil with only 1/16″ clearance thus a firm holding is needed to prevent coil damage. This coil’s wires need to be circuited up through the center shaft by use of coaxial cable wire, because this coil generates an energy which could dissipate along the wire’s transfer path if standard insulated copper wire were used instead of wire having an outer jacket of metal. As the piston unit goes inward this coil generates an energy polarity’ which is usable as is, thus this magnetic energy is circuited directly to the large generating coil. However, when the piston magnets pass along this same coil on the ‘out-stroke’ this creates a different energy flow. This flow is not to be circuited to the same coil but this reverse flow energy is then circuited to a plastic magnet where it is ‘pulse fed’ to plastic magnet material thus causing the energy to build up and jump across a 1/2″ space gap to the piston magnets. This action then results in an instant ‘recharging’ of the piston magnets before they again enter the generating coil assembly.
This coil creates a centralized pressure that expands and enhances the power of the permanent magnets. During the out-stroke, when the nickel tube is rotating clockwise the energy direction flowing around the coil must be rotating in the opposite direction of the nickel tube, which then helps to create the needed ‘centrifuge’ condition inside the nickel tube. To accomplish this opposite flow it is important to wind the coil in the direction as disclosed on the drawing.
27). Three nylon spacer rings, 1-1/4″ O.D., 1″ I.D., 1/4″ thick.
28). A 3/8″ hole bored into brass shaft, 3-1/4″ deep.
29). Two coaxial cable wires fitted into shaft which goes to coil.
30). Copper squirrel cage, 8-3/8″ long, top to bottom. Nine copper bars are held from two mounting points at the top and bottom of each bar. As the steel piston and magnets go up and down they pass these copper bars and cause a magnetic field to build up in the bars. This captured ‘field’ must not be allowed to dissipate, therefore the end plate mounting is of particular importance. Brass is used for the top plate because it does not draw energy away from these bars, thus this top brass plate can be bolted directly onto the center brass shaft, no insulation necessary. The placement of this part is such that as the steel piston arrives at its full inward stroke, the aluminum end ring #22 comes within 3/32″ (safety distance) from the bottom surface of this brass top support. The nine copper bars are shaped as shown to clear the piston and magnets by 1/16″. (See Figure 4.) This view shows how these bars are caused to cut the magnetic ‘flow’ that takes place between the nine piston magnets, thus getting them charged with magnetism. This ‘charge’ not only supplies the needed polarity to cause the single magnet and the cast-iron counterweight to rotate the nickel tube, but also to charge as needed the nickel tube itself. The outer curvature of these nine copper bars are held within 1/16″ from the inner surface of the nickel tube and this captured magnetic energy ‘influences’ the nickel tube with a needed magnetic polarity. As this unit’s operation is further defined it will show how the ‘natural’ attract of the nickel tube serves as a catalyst for the ‘total-attract-structure’ which becomes the driving horsepower for this piston.
The bottom support plate for these bars is a welded copper ring because, at this point a common energy flow plate is needed between and to all 9 bars. This copper bottom support could discharge energy therefore to prevent a loss of magnetic energy from this support ring, a .010 thick mica insulation plate is put between this copper ring and the frame (the frame being the bottom surface of the cylinder). Non-metal screws are to be used for this mounting. One suggested method for making this squirrel cage is to use the steel piston housing as a holding fixture (before the magnets are inserted). The curved 7 inch long slots are first fitted with a 1/16″ thick shim stock material. Next the nine copper bars are firmly held (with clamps) into these slots. The brass top ring is machined with 9 curved holes to allow this ring to go around the nine bars and then this ring is welded only at the top end. While still in the steel piston fixture, the lower copper ring is also welded. Finally the fixture is used to rotate these bars in a lathe to cut the outside diameter of 2-13/16″.
The finished squirrel cage will now have all surfaces of the nine bars a distance of 1/16″ away from the steel piston. The reason for welding the copper bars quickly to only the top surface of the brass plate is to prevent a ‘heat warpage’ along the length of the copper bars.
31). Nickel tube, 2-15/16″ I.D., 1/8″ wall thickness, 6-3/8″ long. The nickel for this tube should be an alloy consisting of not less than 92% nickel with the remaining 8% composed of ‘magnetic material’. Nickel is used for this very important pact because it exhibits extremely high magnetic permeability, but more important for this use is its ability to ‘acquire‘ high magnetization. This important feature is necessary because the tube becomes the central point of attract for the coil and plastic magnet assembly.
The 1/8″ thickness of this tube is very important. As an expanded understanding of all the parts becomes known, it will show how several items all contribute to allowing the nickel to exhibit its extremely high magnetic permeability, but more importantly, to exhibit the ability to allow this strong attract field to be released, with the thickness being critically important to the release process.
The length of the nickel tube is important in that this length allows several magnetic actions to happen. First the nickel tube extends downward past the plastic magnets and this extension allows the magnetic hold to the piston magnets to remain unbroken when the piston is in the ‘full out’ stroke. This maintained ‘magnetic attract’ is compensated for by the pounds of counterweights as was disclosed. Second, the nickel tube does not extend upward into the 7/8″ reverse polarity zone, which then allows the needed magnetic conditions for the release of the piston magnets. The diameter is important in that this nickel tube passes only 3/32″ away from the generating coil. Inserted into this nickel tube are two items, the 6-3/4 inch long permanent magnet and the cast-iron counterweight of the same weight and length.
The mounting procedure for these parts actually causes the nickel tube to be cut almost into two separate halves. This zoning of the magnetism causes a back and forth magnetic flow from one half to the next which assists in charging the generating coil. This nickel tube also has a ‘charge flow’ that causes the piston magnets to accelerate their inward attract by the action of an interior atmosphere called a centrifuge attract action.
This nickel tube is magnetically influenced ‘differently from the magnets inserted into its 1/8″ wall as opposed to the cast-iron’s counterweight influence. The magnet is insulated from the nickel tube and magnetic energy that builds up in the nickel ‘crosses’ this thin insulation paper and then, using the magnet as a conduit, flows into the upper insulated copper ring, then into the generating coil. The cast-iron counterweight however is not insulated from the nickel tube and becomes attracted ‘differently’ to the piston magnets as related to the nickel’s attract. This different attract manifests along the length of this counterweight and during the ‘out-stroke’ becomes a point of twisting attract that aids in rotating the nickel tube. The function of this counterweight is therefore more extended than just being a counterweight. It also serves as a spacer to divide the nickel tube into two separate zones of polarity.
32). Slot machined into outer surface of nickel tube.
33). Insulation paper .002″ thick placed into slot #32.
34). Six permanent magnets, 1/4″ sq., 1-1/8″ long, fitted into slot #32.
35). Second slot machined into outer surface of nickel tube.
36). A cast iron counterweight placed 180° (back to back) away from magnet #34.
37). Insulation paper for bottom of nickel tube.
38). Brass ring secured to tube #31 with 2-15/16″ I.D., 3-5/8″ O.D., 3/8″ wide. Brass is used for this ring instead of copper because the brass is to allow a magnetic flow through it, not to become a magnet. Also it serves as a contact point for the nylon ball bearings.
39). Slot machined into ring #38 to allow magnet #34 to make firm contact.
40). 1/4″ SQ Boron carbide brush that contacts bottom surface of ring #38. Boron carbide is used as ‘brush material’ to carry the magnetic flow because this material has good stability.
41). A silicon insulation brush holding arm for pact #40.
42). A pull spring that forces brush #40 to contact ring #38.
43). Brass ring to hold 18 nylon balls, 1/8″ dia., ring is 3-3/4″ I.D., 4-3/4″ O.D., 3/8″ thick. Eighteen nylon balls are selected because there are nine plastic magnet stacks at the bottom of the cylinder to which the ring will be bolted. Between these plastic magnets is the only area where screws can be placed, therefore nine screws are used, one between every other plastic ball and between each stack of plastic magnets.
44). 18 nylon set screws to push nylon balls toward inside area.
45). A Mica insulation ring .010″ thick, 3-3/4″ I.D., 4-3/4″ O.D.
46). Bottom copper support part of #30.
47). Nylon screws to hold lower support ring #46.
48). A strip of .002″ thick insulation paper secured to part #54.
49). Copper ring to go above insulation #48. Ring is secured to part #54; 3/8″ wide, 3-1/4″ O.D., 1/8″ wall thickness. This ring clears the inside of the generating coil by 1/32″. This ring is up against the nickel tube with .002″ thick insulation paper.
50). Contact clip to secure magnet #34 to copper ring #49.
51). Boron carbide top brush makes contact to ring #49.
52). Silicon brush arm to force brush downward.
53). One compression spring to hold arm #52 downward.
54). Brass framework bolted to nickel tube #31. This brass framework is pressed into the nickel tube with thin brass pins for safety to prevent vibration from shaking the two pieces apart. The magnet that makes contact to the copper ring #49 is fitted to this ring by having a small opening machined into this brass framework to allow the magnet to make good contact to the copper ring but not to the brass. Care must be taken to not allow the magnet to contact either the nickel tube or the brass framework. There are several reasons for this brass framework being made in this particular manner. The inside bore is 2-27/32 inches which gives minimal clearance to the piston magnets as they enter this framework. If necessary, as a safety measure, the top area of the piston can be cut back for a 7/8 inch space (an amount of 1/32 inch).
This close fitting is necessary to allow the copper ring #49 to have a 1/8 inch top surface which is the contact point for brush #51. When this brass framework is rotating it is prevented from moving downward by having a spacer washer up against the top surface of the squirrel cage’s top brass plate. The slot opening construction serves various purposes. a) It affords openings to allow air to escape as the piston takes its inward path. b). It serves as a magnetic fan, so to speak, by dissipating the magnetic energy that builds up at this upper area, primarily during the release stroke. c). It also serves as a mounting surface for the start-up spur gear and the ratchet gear.
55). Sleeve bearing pressed into part #54, 1/8″ bore, 1-1/4″ long, 1/8″ wall thickness. This sleeve bearing is an oil impregnated bushing having an oil packing reserve, thus not needing continuous maintenance lubrication. This bearing is a loose fit of .005″ which allows this assembly to rotate with a vibratory action, side to side of .005″. The lower brass ring is also contained by the nylon ball bearings which then allows this same movement. The 5600 piston strokes per minute will cause a vibration to this nickel tube in that during every inward stroke of the piston, this tube is stopped momentarily. The rotating magnet and steel counterweight will cut the proper amount of lines of force as this tube is allowed to vibrate, in this manner, as it rotates at 1400 r.p.m.
56). Fiber spacer washer mounted to part #6 to allow part #54 up travel movement of 1/32″.
57). Fiber washer above part #30 to allow part #54 to be supported from moving downward.
58). Ratchet gear secured to part #54, 3-1/2″ O.D., 2″ i.d.,1/8″ thick.
59). a). Ratchet gear holding arm to stop part #54 from going backwards.
b). Manual release mechanism.
60). Start-up drive spur gear fastened to part #54, 2″ o.d.1-3/8″ I.D., 1/4″ face.
61). Battery driven starter motor with spring return gear clutch. During start-up (after setting release arm 59 b), this starter motor rotates the nickel tube counter-clockwise (looking at the unit from the top down) at 1400 r.p.m. After only a few seconds the generating coil becomes magnetically charged and the starter is then disconnected. Next, the piston starts its up and down motion by first being released, then again getting attracted in. When the nickel is rotated backwards in this manner, during start-up, it builds up magnetic momentum somewhat like tightening a spring.
62). .007″ thick copper tube, 6-11/16″ long, 3-9/16″ O.D. Care needs to be taken to bond this thin copper tube into the 3-9/16″ O.D. as needed. A special fixture needs to be supplied whereby this tube is held at the correct size during the bonding to prevent out-of-round forming. The tube is lapped for bonding, 3/32″.
63). Insulation paper, .005″ thick wrapped on inside and outside of tube #62. After the tube is at the correct size, the insulation paper is bonded inside and outside with a 3/32″ strip of insulation on each end. Thus when the winding begins, the end insulation can be somewhat supported by this ‘glued together’ insulation. Without the inside and outside insulation papers having this strip of .005″ paper to cap off the ends, the wires could compress these ends and ground out to the copper core.
64). Coil of plastic coat copper wire, 7″ long, 3-3/4″ O.D., 3/16″ thick, wound inside to outside with 3200 turns of #28 wire (wrapped around part #62 & 63). One of the ways to wind this coil is to pre-wind about 3500 turns of #28 wire onto a seven inch long nylon bar which is notched to contain the wire. Next the insulation paper, inside and outside the tube should be marked with lines going from top to bottom to serve as wire guides for correct wire placement. Finally, brown masking tape 3/4″ wide is cut to a 6-3/4″ length and a glue stick is used to secure this tape to the inside surface having the tape’s glue side out. The wire then is placed one row next to the other by having each loop held by the masking tape’s sticky surface. This process can continue until 4 layers of wraps are accumulated which will total slightly over 3200 turns of #28 wire. Using #28 wire, each layer of wire will total about 888 turns, thus four layers should accumulate to 3,352 turns. As the coil is wound there is a definite winding pattern that must be used because the energy flow through the coil creates a magnetic rotating pattern that assists in rotating the nickel tube.
Viewing Figure 7 shows the insulated copper cylinder just as the winding pattern begins. Point “A” on the bottom of the cylinder is where the wire is temporarily taped to the exterior of the insulation which is fastened to the copper core. This winding then goes up along the outside of the cylinder and down inside progressing in a counter clockwise pattern as shown (looking at the coil top down), until four complete layers of #28 wire are wrapped around this tube. The top of the coil remains on top as this coil is slid into the cylinder.
The ending wire at the final outside layer (after completing the four filled layers) goes to the brush at the top of the nickel tube. The flow then going from this brush takes a path up along the outside of the coil, and down inside, but also the flow travels around the coil rotating clockwise which then assists the rotating nickel tube. The wire at the bottom, or the ‘start’ end is circuited to the pulse ring inside the distributor, part #103 wire to ring #101. The magnetic energy at this inside wiring layer is under a power strain because of being pressured from both sides, therefore it has a strong attract polarity which wants to get to the outside of this coil. This condition then makes it possible to circuit this energy to the exterior of this coil by first allowing it to pulse to the plastic magnets and then back to its attract point, which is its home, the exterior of the coil.
The flow through the coil aids in rotating the nickel tube as the nickel turns during the ‘out’ stroke. On the ‘in’ stroke the flow travels along the outside of the coil going up and around and on the inside going down. This down flow causes a strong attract, close to the coils inner wall, which then strongly grabs the nickel tube creating a centrifuge condition on the inside of the nickel. This centrifuge condition is further enhanced by the reverse flow of the small coil part #26. This ‘magnetic atmosphere’ inside the nickel tube causes a powerful attract inward for the piston magnets.
65). Winding “start” wires from coil #64.
66). Winding “finish” wire from coil #64.
67). 54 plastic magnets, each measuring .092″ thick, 7″ long, 3/8″ wide, spaced into 9 slots, 6 magnets/slot. When these plastic magnets are placed in the slots they will fit snug into the 5/8 inch wide machined grooves. Each stack is arranged whereby all six plastic magnets (of each stack)attract into a stack with .002″ thick steel shims placed between. Care must be taken when placing each stack into the slot because all nine stacks must have the same attract ‘edge’ facing the piston magnets. When correctly mounted, each attract edge will face directly toward its attract location which is one of the permanent magnets of the piston spaced apart 40 degrees. The thickness and number of plastic magnets controls the magnetic flow which results in the 5600 r.p.m.
68). 45 steel shims, .002″ thick, 7″ long, 3/8″ wide, placed between magnets #67.
69). Aluminum cylinder 9-3/8″ long, 4-1/8″ I.D., 1/16″ wall with nine 5/8″ slots machined to hold parts #67 and #68. This aluminum cylinder should be machined so as to fit snug into the copper cylinder part #71 so as to have good metal to metal contact between each surface. It is important to machine the slots in these metals separately because of the machining system used to cut the slots in the copper cylinder. The aluminum should be fitted onto a steel fixture that has the slots ready to accommodate the 5/8 inch wide tool and this fixture then supports this thin aluminum shell as the slots are being cut into it.
This aluminum tube protrudes past the copper 1/8 inch at the piston entrance. The aluminum tube completes a magnetic circuit from the flat 3/8 inch copper wire which goes directly to one of the aluminum strips that is between the plastic magnets. This strip does join all the other eight strips by circuiting up to the non-cut area at the top of the plastic magnets, however the circuit needs to join all nine aluminum strips at the same exact time. Another circuit action must happen between the aluminum and plastic magnets in that the bottom edge of all nine plastic magnets stacks must be capped off with aluminum to properly contain the magnetic force field. Thus separate aluminum 1/8 inch thick plates not only serve to join the nine aluminum strips between each set of plastic magnets but these plates also cap off the magnets as stated.
70). Set of nine aluminum end plates, 1/8″ thick, 5/8″ wide, 3/8″ high, filled to bottom surface of parts 67 and 68. These are the nine aluminum end plates that complete the aluminum’s magnetic circuit. These plates make firm contact to the 1/8 inch aluminum extension that protrudes past the copper cylinder. The aluminum serves as a magnetic reflector which causes a magnetic flow to impregnate the generating coil, thus squeezing this coil from the outside surface inward. The magnetic centralized pressure squeezes the coil from the inside surface thus the coil maximizes its generating potential, not unlike the action of an orange juice squeezer.
The flat wire end part 74 gets connected directly on one of the nine inner aluminum strips located between the plastic magnets. This magnetic flow not only needs to be circuited to all nine strips of aluminum but this circuit must accomplish another purpose. The bottom end of each plastic magnet stack has an energy which needs to be captured and circuited. To accomplish this circuit the aluminum tube protrudes 1/8 inch past the copper and plastic magnets. Next nine aluminum plates measuring 3/8″ x 5/8″ are snapped between all nine of the aluminum strips and then go up against the bottom of each plastic magnet stack.
As the energy from the flat wire enters one of these inner aluminum strips the flow is attracted by a plastic magnet (at this bottom contact point) and quickly flows up along all nine aluminum strips. It is important that these nine plates’ parts #70 do not contact the copper cylinder, only the plastic magnets, (being held by the 1/8″ extensions of the nine aluminum strips).
Using this arrangement the nine aluminum plates make the circuit go over the bottom of these magnets, which is the desired flow.
71). Copper cylinder 9-1/4″ long, 4-1/4″ I.D., wall thickness of .300, 9 slots machined to hold parts 67 and 68. Part #69 fits inside snug fit. This copper cylinder is 9-1/4″ long because above the plastic magnets there needs to be a zone where needed magnetic activity must take place for the release reverse polarity. The best way to make this part is to machine the I.D. and O.D. to size and then machine the nine 5/8 inch wide slots. In that the slots are not cut through 5/8″ holes ace drilled at the 7 inch length to serve as chip removal ports. These holes are then plugged with copper plugs to give the needed backing to the plastic magnets. After the aluminum tube is inserted and pinned with copper pins, then the holes for wiring can be drilled through both metals at the same time.
The pinning is to prevent the aluminum from moving inward during this hole cutting operation. The actual thickness of copper left after each slot is cut is about 3/32 of an inch. This then is a very thin copper wall between the backside of the plastic magnets and the bottom surface of the 3/8 inch flat wire which is wrapped around this cylinder. The magnetic action from the flat wire therefore need travel a very short distance to influence these plastic magnets. No insulation paper goes against this copper cylinder where the plastic magnets are located, thus good clean contact is maintained between the steel shims as well as the plastic magnets and the copper. The steel shims must be against this copper surface because they serve the important purpose of allowing certain magnetic molecular structures a place to go during the polarity change.
Without these shims the plastic magnets would have their polarities destroyed after a given period of run-time. This copper/aluminum cylinder must be firmly secured into the top cover part #6 with an accuracy that would allow this tube to rotate concentric if the top cover were held in a lathe and rotated. This tube serves as a bearing support housing for the lower nickel tube bearing and also the machined surface of the plastic magnets serves to hold the generating coil in a perfect alignment for clearance.
72). One coating of .002″ thick insulation paper on outside of part #71. This thickness of insulation paper is a minimum amount because it insulates against an energy that could be identified as having a force the equivalent of only 32 volts. Thicker insulation would reduce the effective passage of the magnetic flow which would then be counter-productive.
73). Twelve turns of 3/8″ wide by .008″ thick insulated copper motor wire wrapped around outside of part #71. As these twelve turns of plastic-coat motor wire are wrapped around the copper cylinder the wrapping starts 3/8 of an inch from the cylinder opening. By spacing 1/4 inch between each wrap the final top wrap will be 3/4 of an inch from the top plate part #6. Nine of these wraps, starting from the bottom, get pulsed during the ‘in’ stroke, however twelve of these wraps get pulsed during the reverse cycle. During the ‘in’ stroke the flow from the generating coil goes into this flat wire by ‘total induction’ because no direct wire-to-wire contact is made to the flat wire during this ‘in’ cycle. (The top flat wire is open during the ‘in’ stroke.) At no time during this piston’s operation is the flat wire removed from the entrance location where it is firmly secured to the aluminum. During the ‘release cycle’ the generating coil wire goes directly to this flat wire at the top of the cylinder and the flow is then finalized at the entrance location where it contacts the aluminum. By starting the release flow 3/4 of an inch from the top plate #6, the area above the plastic magnets gets ‘magnetically charged’. One might ask that if the piston magnets do not go into this area, what is the purpose for charging this upper area? The answer is that as the piston arrives 7/8″ from its full inward stroke, the release circuitry is activated. This release action causes a momentary attract field to set up above the plastic magnets thus the piston magnets switch their hold from the plastic magnets to a field ‘above’ the plastic magnets. This action results in the piston magnets not arriving at a top grab-lock position but in fact continues to move in, then outward. To prevent a re-attract to the plastic magnets, the release cycle is maintained for 50% of the outward travel of the piston. At this point no chance of re-attracting could happen thus the circuitry instantly begins the needed magnetic charging process for the next inward attract pull.
Looking at the cylinder from the top down, the wrapping of the flat wire starts at the bottom of the cylinder being wrapped counter-clockwise. This wrapping direction is backward of the rotation for the rotating nickel tube. When the piston enters the cylinder (about one fourth of its inward distance) the nickel tube is then stopped, therefore the pulsing circuit going around the flat wire counter-clockwise has no effect in that the nickel tube has stopped. When the piston leaves the cylinder the tube then starts to rotate clockwise and this corresponds to the reverse polarity flow which when pulsed from the top downward, goes around the cylinder in a matching rotation which is clockwise, complimenting the rotating magnet by adding needed magnetic rotational pulsing.
74). ‘Start’ end of wire #73 at cylinder entrance wound counter-clockwise.
75). ‘Finish’ end of wire #73 near top of cylinder.
76). One continuous coil length of #22 copper motor wire wrapped around #73 with 444 wraps. As this wire is wrapped around the flat wire it has four turns around between each loop. There are 93 loops going from the bottom side of the flat wire and into the copper/aluminum cylinder thus to total the wraps, 93 x 4 = 372. This wrapping continues around the flat wire as the flat wire makes two additional turns at the top without any loops, thus an additional 72 wraps are needed for a total of 444 wraps.
The wrapping starts outside down as shown on Figure Two. To accomplish this kind of wire wrapping and loop forming, one good way is to pre-wire a length of the 3/8 flat wire. The proper length of flat wire is suspended from each end and the #22 wire is next wrapped around this wire using 4 wraps. Next this wrapping stops at pre-marked locations where the loops need to go into their prescribed elongated holes. A spacer is then used to form one larger loop (the size needed to go into the cylinder). This spacer remains contacting the flat wire to hold this loop away from the flat wire and the next four wraps are then accomplished by hand turning a small spool of #22 wire. This process continues until 93 loops are formed with four wraps between each loop, somewhat like a spaced ‘w’ pattern. When completed this assembly is carefully brought to the cylinder and the flat wire is placed next to the cylinder as the first loops are ‘closed down’ to where this double wire goes into the first elongated hole.
All of these wires are fed into the 93 holes as the flat wire takes its circular path. Finally the flat wire is gently ‘forced against’ the outside surface of the copper tube before the inside loops are actually opened to be formed into 5/8″ circles.
When complete this number 22 wire should not be grounded to the copper/aluminum tube and it should have unbroken plastic-coat motor varnish to the flat wire, thus not making metal to metal contact. To add a safety feature the flat wire should have rounded corners to prevent sharp bends to the number 22 wrapping wire.
Now another factor must be considered. On the opposite side of this flat wire we need to locate 46 crimp points 1/2″ long. These crimp connectors can be added as the winding is accomplished as next described. The actual spotting of these crimp points is accomplished by first wrapping the 3/8″ flat wire around the cylinder and by using Figure 2 for crimp locating points the flat wire can be pre-marked with these 46 locations. When wrapping the flat wire for this purpose it is necessary to add the correct thickness of a spacer to the underside of the flat wire to simulate the distance away that the flat wire will be when the #22 wire is between the cylinder and flat wire.
77). ‘Start’ end of coil wrapping part #76 near cylinder entrance.
78). ‘Finish end of wrapping wire part #76 near top of cylinder.
79). 99 elongated holes .200″ long by .100″ wide, cut through parts #69 to 71.
80). 99 pieces of insulation tubing fit into part #79.
81). 99 loops formed with parts #76, each loop is inside parts 69 to 71 measuring 5/8″ diameter circle (passing through tubing #80). When these 93 loops are formed into 5/8″ circles of wire (using a dowel rod) each loop will fit away from the plastic magnets by 1/16″. This is a desired spacing because the magnetic energy must jump this space gap and in so doing it manifests as a magnetic flash that can then do its needed work. These loops when installed, should be up against the .002″ insulation spaced away from the plastic magnet by 1/16″. To hold each loop in this manner, it is advisable to place a small drop of fast setting glue on each side of the circle to be assured that the loops do not get misaligned during cylinder assembly.
Figure Two shows that the 93 loops are formed into two kinds of loops, 46 loops having ‘no turn’ and 47 loops having a ‘half-turn’. When a loop is half-turned the
energy flow goes backwards thus creating an oscillating current flow that bombards the coil with an alternating flow. This results in a complimentary flow pattern that
causes the repel side of the plastic magnets to attract thus adding more pull-in power to the piston by allowing the opposing side to pick up a positive. When forming this first row of loops every other loop is half-turned.
82). Eighteen holes drilled through parts 69 to 71, nine near bottom, nine near top, all measuring 1/16″ diameter.
83). Nine lengths of #23 plastic coated copper motor wire circuited from outside bottom of cylinder to inside and exiting out upper end of parts #69 to 71. To actually accomplish the wrapping of this #23 motor wire it is best to prepare as follows. First, place the cylinder on a holding frame and have only the bottom row of loops protruding ‘inward’ with the other eight rows held temporarily ‘out of the way’. Next starting at the first loops near the cylinder entrance, have this loop supported by a 5/8″ dowel rod which has a small slot at the top. The #23 wire is next wrapped around the #22 wire twice and because of the dowel support, this #23 wire can be pulled to form ‘close’ wraps around the #22 wire. Next, while in the standing position, this loop is held in place by spacers as the same dowel rod is fed into the second loop. The spacers which are snapped into this same dowel rod serve to secure the first loop as the two wraps are next pulled around the second loop. The spacers set the length of the #23 wire as it is circuited from loop to loop. This method then results in a smooth snug wiring pattern that can be pushed flat against the insulation paper when each row is completed.
Care must be taken to not pull the #22 wire against the 93 pieces of insulation tubing with a force that could break this insulation. The wires going through the copper/aluminum cylinder must not be grounded to it. After all nine rows are wrapped with this #23 wire the top ends are pulled through the insulated holes and soldered directly onto the top brass ring. Next the bottom ends are pulled through the insulated holes and all nine of these wires are soldered to the lower brass ring. A #16 brass ring is used as a circuit completer because brass carries the magnetic energy without an undue amount of manifesting as a magnet. (Using copper rings would cause unwanted rings of magnetic energy outside the copper cylinder).
Before the actual brass ring is formed into a completed circle, pieces of insulation tubing are slid over this ring which are then slid over the nine soldered connections.
84). Size 16 brass wire ring 4-7/8″ I.D. at entrance of cylinder parts #69 to 71. Nine of part #83 at entrance are soldered to ring.
85). A size 16 brass wire ring 4-7/8″ I.D. located near top of parts #69 to 71. All 9 wires of part #83 located here are soldered to this ring.
86). A total of 186 wraps of part #83 are formed as they get circuited inside parts 69 to 71.
Please share this information with others.
MAGNETIC PISTON
- Crank housing aluminum bottom plate 18-5/8″ square by 1-1/2″ thick
- Crank housing aluminum top plate 14″ square by 1-1/2″ thick. This plate is machined to allow the crank arms movement and has slots as shown in Figure 1
- Crank housing vertical bearing support, 12-1/2″ square, 3-3/4″ thick
- Crank housing vertical support 1-1/2″ thick, 12-1/2″ square
- Piston unit ;upper 8″ diameter tube, 1″ wall thickness 21-1/8″ long machined to fit into top plate #2
- Piston unit top cover 8″ dia., 1″ thick to hold the starter motor
- Brass output shaft, 11-1/2″ long, 1-1/4″ thick.
- Outside crank bearing, 1-1/4″ bore, 2-1/2″ OD, 7/8″ thick.
- Inside crank bearing, 1-1/4″ bore, 21/2″ OD, 1-5/8″ thick
- Copper disk, 1/2″ thick, 2-3/4″ OD, 1-5/32″ ID.
- Circular bearing housing, 6-1/2″ OD, 4-1/4″ long
- Circular steel plate, 1-1/4″ bore, 2-1/4″ thick, 11-1/2″ OD. Adjusted to counter-balance the piston unit assembly.
- Counter-weight shaped 5″ ID, 180 degrees around with 11-1/2j” OD
- Fastener secured to output shaft
- Two ball bearings, 1-1/4″ ID, 3-1/4″ OD, 3/4″ thick
- Fly wheel crank shaft, 1-1/4″ diameter, 5-1/8″ long
- Crank arm aluminum bar, 13-1/8″ long, 2-1/2″ wide, 1-1/4″ thick.
- Crank arm upper housing 5-1/2″ long, 3-1/4″ high
- Two crank arm bearings, 1-1/4″ wide, 1-5/8″ OD, 1/2″ shaft
- Steel piston housing 7″ long, 2-13/16″ OD, 1-5/8″ ID
- Nine permanent magnets, 7″ long by 1/2″ wide by 1/4″ thick, iron/boron/neodymium
- Aluminum end ring, 1/8″ thick, 1-5/8″ ID, 2-13/16″ OD
- Piston unit center shaft, 1″ brass shaft, 22-1/2″ long
- One splined non-metal bearing, 1″ bore, 3-1/2″ long, 1-13/16″ OD
- Splined section of center shaft 11/7/8″ long
- Copper wire coil, 5-1/4″ long, 1-1/2″ OD, 3/16″ thick, number 27 wire, 850 turns
- Three nylon spacer rings, 1-1/4″ OD, 1″ ID, 1/4″ thick
- A 3/8″ hole bored into brass shaft, 3-1/4″ deep
- Two coaxial cable wires fitted into shaft which goes to coil
- Copper squirrel cage, 8-3/8″ long, top to bottom.
- Nickel tube, 2-15/16″ ID, 1/8″ wall thickness, 6-3/8″ long
- Slot machined into outer surface of nickel tube
- Insulation paper .002″ thick placed into slot #32
- Six permanent magnets, 1/4″ sq., 1-1/8″ lo0ng, fitted into slot #32
- Second slot machined into outer surface of nickel tube
- Cast iron counterweight place 180 degrees (back to back) away from magnet #34
- Insulation paper for bottom of nickel tube
- Brass ring secured to tube #31 with 2-15/16″ ID, 3-5/8 OD, 3/8″ wide
- Slot machined into ring #38 to allow magnet #34 to make firm contact
- 1/4″ SQ boron carbide brush that contacts bottom surface of ring #38
- Silicon insulation brush holding arm for part #40
- Pull spring that forces brush #40 to contact ring #38
- Brass ring to hold 18 nylon balls, 1/8″ dia., ring is 3-3/4″ ID, 4-3/4″ OD, 3/8″ thick
- 18 nylon set screws to push nylon balls toward inside area
- Mica insulation ring .j010″ thick, 3-3/4″ ID, 4-3/4″ OD
- Bottom copper support part of #30
- Nylon screws to hold lower support ring #46
- Strip of .002″ thick insulation paper secured to part #54
- Copper ring to go above insulation #48.
- Contact clip to secure magnet #34 to copper ring #49
- Boron carbide top brush makes contact to ring #49
- Silicon brush arm to force brush downward
- One compression spring to hold arm #52 downward
- Brass framework bolted to nickel tube #31
- Sleeve bearing pressed into part #54, 7/8″ bore, 1-1/4″long, 1/8″ wall thickness
- Fiber spacer washer mounted to part #6 to allow part #54 up travel movement of 1/32″
- Fiber washer above part #30 to allow part #54 to be supported from moving downward
- Ratchet hear secured to part #54, 3-1/2″ OD, 2″ ID, 1/8″ thick
- A-Ratchet gear holding arm to stop part #54 from going backwards, B-manual release mechanism
- Start-up drive spur gear fastened to part #54, 2″ OD, 1-3/8″ ID, 1/4″ face
- Battery driven starter motor with spring return gear clutch
- .007″ thick copper tube, 6-11/16″ long, 3-9/16″ OD
- Insulation paper, .005″ thick wrapped on inside and outside of tube #62
- Coil of plastic coat copper wire, 7″ long, 3-3/4″ OD, 3/16″ thick (wrapped around part #62 & 63).
- Winding “start” wires from coil #64
- Winding “finish” wire from coil #64
- 54 plastic magnets, each measuring .092″ thick, 7″ long, 3/8″ wide, spaced into 9 slots, 6 magnets/slot.
- 45 steel shims, .002″ thick, 7″ long, 3/8″ wide, placed between magnets #67
- Aluminum cylinder 9-3/8″ long, 4-1/8″ ID, 1/16″ wall with nine 5/8″ slots machined to hold parts #67 and #68
- Set of nine aluminum end plates, 1/8″ thick, 5/8″ wide, 3/8″ high, fitted to bottom surface of parts 67 and 68
- Copper cylinder 9-1/4″ long, 4-1/4″ ID, wall thickness of .300″, 9 slots machined to hold parts 67 and 68
- One coating of .002″ thick insulation paper on outside of part #71
- Twelve turns of 3/8″ wide by .008″ thick insulated copper motor wire wrapped around outside of Part #71
- ‘Start’ end of wire #73 at cylinder entrance wound counter-clockwise
- ‘Finish’ end of wire #73 near top of cylinder
- One continuous coil length of #22 copper motor wire wrapped around #73 with 444 wraps
- ‘Start’ end of coil wrapping part #76 near cylinder entrance
- ‘Finish’ end of wrapping wire part #76 near top of cylinder
- 99 elongated holes .200″ long by .100″ wide, cut through parts #69 to 71
- 99 pieces of insulation tubing fit into part #79
- 99 loops formed with parts #76, each loop is inside parts 69 to 71 measuring 5/8″ diameter circle (passing thru tubing #80)
- Eighteen holes drilled thru parts 69 to 71, nine near bottom, nine near top, all measuring 1/16″ diameter
- Nine lengths of #23 plastic coated copper motor wire circuited from outside bottom of cylinder to inside and exiting out upper end of parts #69 to 71
- Size 16 brass wire ring 4-7/8″ ID at entrance of cylinder parts #69 to 71. Nine of part #83 at entrance are soldered to ring
- A size 16 brass wire ring 4-7/8″ ID located near top of parts #69 to 71
- A total of 186 wraps of part 383 are formed as they get circuited inside parts #69 to 71
- Overflow energy return plate is a 2-1/2″ square piece of .092″ thick plastic magnet curved to maintain a 1/2″ distance away from Part #21
- Copper distributor housing 5-3/4″ OD, 5/8″ wall thickness, 3-3/4″ long
- Copper cap screwed to part #88 with a shaft dust seal, 3/8″ thick rounded outward by 1/2″
- Coaxial cable assembly housing 52 separate coaxial cables
- Brass slip ring 3/16″ wide, 1-1/2″ OD, held to shaft #7 but insulated with Mica
- One brush spring held to part #91
- Brush holder to hold brush and sprint part #92
- One coaxial cable shunt wire from coil #26 to circuit to ring #91
- Wire to feed current from #91 to load #96
- An insulated contact support housing to hold several separate pulse contacts
- A counterweight to counter balance the contact assembly
- A rotating contact
- A stationary contact that gets pulsed from contact #98
- A second contact that gets pulsed from contact #98
- A second brass slip ring, 3/16″ wide, 1-1/2″ OD held to Shaft #7 but insulated with Mica
- A brush spring held to Part #101
- A brush holder to hold brush and spring #102
- A coaxial cable wire secured to Brush #103 from coil #26
- Three point contacts, Face A, Face B, Face C
Please share this information with others.

{kind=link}
Do you have a working model of your magnet piston, it seems to be a lot of information .Yet it is interesting
We are not presenting any working units until we are permitted to do so.
We are not showing any working units at this time, but we will let you know when we do.
1. The labeling and numbering in the hand drawing of the Magnetic Piston is not clear. Is there a more clear illustration of this information?
2. Pyramid unit, the top magnet is stated as 4 inches (4″) in diameter, but in the drawings it seems both magnets are the same diameter. And how far is the top magnet from the top of the pyramid?
We will be posting a clearer image of the Piston. The numbers should be legible and then the description from the text can match the numbers. The Pyramid magnets are 4 feet in diameter. The top magnet is 1 inch from the top of the pyramid.